
Замена направляющих втулок клапанов
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Как заменить направляющие втулки клапанов
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка

Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок впускных и выпускных клапанов
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ
Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Запрессовка втулки клапана Москвич
При ремонте головок блоков Москвич-21412 и Волга ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160-175 градусов, а втулки охлаждают в двуокиси углерода («сухой лед») до минус 40-45 градусах.
При таких условиях втулки клапанов практически вставляют в отверстия головок, а не запрессовывают. Головки двигателей воздушного охлаждения, например на ЛуАЗ-969М, рекомендуют нагревать до 190-210 градусов без охлаждения втулок.
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм. При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессовать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
Если рекомендуемые натяги в соединении втулка—головка у автомобилей ВАЗ 0,063-0,108 мм, у автомобилей Москвич и Волга соответственно 0,025-0,064 мм и 0,027-0,087 мм, т.е. меньше, но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок, ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм.
Рассверливание и выпрессовка рассверленных втулок клапанов
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1 мм. Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рисунках ниже. В приспособлениях различными являются только наконечники.
Выпрессовка втулки клапана с рассверливанием на Волга ГАЗ-31029
Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском). Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость. Менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрессовке втулок клапанов.
Выпрессовка втулки клапана на прессе
Вертикальное расположение втулок в головке цилиндров двигателя автомобиля Волга позволяет довольно просто выпрессовать их на прессе. При этом может быть использована оправка, свинчиваемая из двух деталей или специальная оправка (одна деталь).
По материалам книги «Приспособления для ремонта автомобилей».
Росс Твег.
Замена направляющих втулок клапанов – реанимируем двигатель видео

При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию.
Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки.
Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора.
Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления.
Замена направляющих втулок впускных и выпускных клапанов, оправка для замены направляющих втулок, схема проверки пружины рычага клапана, заклинивание клапанов во втулке.
Задача направляющих втулок — обеспечивать нормальную работу впускных и выпускных клапанов. От состояния пары «клапан-втулка» во многом зависит расход масла. Кроме того, втулка это основной путь отвода тепла от стержня клапана. От тарелки клапана, пока он закрыт, тепло отводится и через седло.
Замена направляющих втулок впускных и выпускных клапанов, оправка для замены направляющих втулок, схема проверки пружины рычага клапана, заклинивание клапанов во втулке.
Втулки клапанов обычно при первом ремонте не заменяют. По крайней мере до 300 000 километров пробега. При замене направляющих втулок необходимо иметь в виду, что обработка отверстий втулок производится разверткой после их запрессовки.
В свою очередь, обработка седел клапанов (удаление нагара, наклепа) производится зенкерами. Они центрируются направляющими стержнями, вставленными во втулки клапанов. При такой обработке обеспечивается точность расположения отверстия во втулке и рабочих фасок седел и клапанов. Втулки впускных и выпускных клапанов различны.
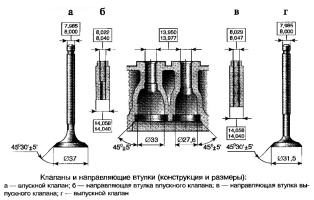
Внешние признаки различий направляющих втулок впускных и выпускных клапанов:
— Втулка выпускного клапана длиннее (для охлаждения). Спиральная канавка для смазки нарезана на всю длину.
— Втулка впускного клапана короче, и канавка в ее отверстии нарезана до половины длины отверстия. Только вверху для уменьшения количества масла, попадающего во впускной коллектор.
Втулки клапанов изготовлены из чугуна. Изготовление их из бронзы обеспечивает более интенсивный отвод тепла от стержня клапана и улучшает работу пары трения в условиях недостаточной смазки.
Направляющие втулки замените, если зазор в соединении со стержнем клапана более 0,15 мм (определяется замерами и сравнивается с данными, приведенными на рисунке) и он не устраняется установкой нового клапана. Выпрессовку направляющей втулки проведите с использованием оправки. Новую направляющую втулку с надетым на нее стопорным кольцом запрессуйте указанной оправкой до упора этого кольца в плоскость головки цилиндра.
Клапаны и направляющие втулки, конструкция и размеры.
Оправка для замены направляющих втулок клапанов.

У рычагов клапанов проверьте состояние рабочих поверхностей. Соприкасающихся с поверхностью (торцом) стержня клапана и со сферическим концом регулировочного болта. Если на них имеются задиры и риски, замените рычаг. Если замечены дефекты на втулке регулировочного болта или на самом болте, то их тоже замените.
Проверка состояния и упругости пружин.
Проверьте состояние и упругость пружин. Наличие трещин на пружинах не допускается. Такие пружины надо заменить. Если длина наружной пружины в свободном состоянии меньше 50 мм, при нагрузке 27,4-30,4 кгс меньше 33,7 мм, при нагрузке 43,7-48,3 кгс меньше 24 мм, то замените ее годной. Новой, испытав ее по тем же параметрам.
Схема проверки пружины рычага клапана.

Если длина внутренней пружины в свободном состоянии меньше 39,2 мм, при нагрузке 13,2-14,6 кгс меньше 29,7 мм, при нагрузке 26,7-29,5 кгс меньше 20 мм, то эту пружину тоже замените годной. Пружину рычага клапана замените годной, если в свободном состоянии размер А больше 35 мм, а под нагрузкой 5-6,2 кгс больше 43 мм.
Из какого материала делали и делают втулки?
Раньше большей частью из чугуна. Применяли и металлокерамику, смесь в определенной пропорции порошков железа, меди и графита, подвергнутую прессованию, спеканию и пропитке маслом (ГАЗ-66, АЗЛК-21412). Втулки для форсированных двигателей с наддувом изготавливали из алюминиевой бронзы. Она обеспечивала более интенсивный отвод тепла от стержня клапана и лучше работала в условиях недостаточной смазки.
В форсированных двигателях с наддувом условия смазки стержней выпускных клапанов весьма неблагоприятны из-за их высокой температуры. А стержней впускных — по причине выдувания масла воздухом, находящимся во впускном трубопроводе под избыточным давлением.
В настоящее время для направляющих втулок, кроме чугуна, применяют и латунь. Но, как показала практика, это не столь простое дело. У латуни и бронзы коэффициент теплопроводности примерно в два раза больше, чем у чугуна — преимущество серьезное! Но у этой «медали» есть и оборотная сторона. У латуней и бронз существенно больше коэффициент линейного расширения.
Большой зазор в сопряжении «втулка — стержень клапана» не только увеличивает расход масла. Если привод клапана осуществляется через коромысло или рычаг, возникает хоть и небольшое по величине, но боковое усилие, приложенное к стержню и создающее помеху правильной посадке клапана в седло. При малых же зазорах ухудшаются условия смазки.
Заклинивание клапанов во втулке.
Совсем плохо, если клапан во втулке заклинивается. Зазор между стержнем клапана и втулкой зависит от температурных условий работы клапана, его конструкции и материала втулки. При использовании латунной втулки зазор между ней и стержнем клапана при нормальной температуре всегда должен быть несколько больше в сравнении с чугунной втулкой. В таблице ниже приведены значения увеличенных зазоров — пропорционально увеличению коэффициента линейного расширения.
Зазоры в сопряжении «втулка — клапан» (втулки чугунные и латунные — Л).
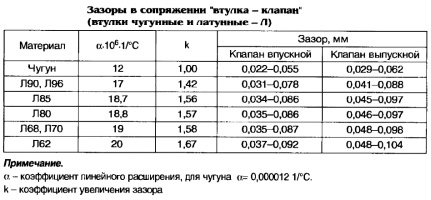
Заметим попутно, что для чугунных направляющих втулок ранее рекомендовались такие зазоры:
— Для впускных клапанов (0,005-0,010)d.
— Для выпускных — (0,0080-0,0125)d, где d — диаметр стержня клапана.
Что будет, если зазоры при латунных втулках выполнены недопустимо малыми?
В практике бывали случаи «схватывания» клапанов втулками из латуни марки Л62 на «Жигулях» и ВАЗ-2108. «Схватывался» один из выпускных клапанов. На «Жигулях» это произошло на второй день езды по городу. На ВАЗ-2108 — буквально через несколько километров. «Схватыванию» способствует недостаточная твердость материала стержня клапана.
Известно, что во фрикционной паре «сталь-бронза (латунь)» твердость стальной поверхности должна быть порядка HRC50-60. Сам процесс «схватывания», происходит так. При исчезновении из-за нагрева зазора в нижней части втулки латунь начинает «наволакиваться», «намазываться» на стержень клапана, разогреваясь еще сильнее. В результате происходит спайка латуни со сталью и клапан впоследствии (после остывания) приходится выбивать.
Более склонны к «размазыванию» латуни с меньшим содержанием меди — Л62, Л68, Л70. Цифра означает примерное содержание меди в процентах, остальное — цинк. В «схватывании» направляющих втулок частично «виноват» и клапан. Рабочая температура конца стержня клапана ниже температуры у шейки (на участке перехода в тарелку).
Так, при разности температур шейки и верхнего конца клапана t=200″C диаметр более нагретого участка стержня клапана увеличится на 0,03 мм. Возможно, для нормальной работы направляющих втулок в описанных случаях и не хватило этих трех сотых миллиметра.
По материалам книги «Ремонт двигателей Жигулей».
Росс Твег
Ремонт ГБЦ с несъемными направляющими втулками клапанов. Технология CLASSIC
 В процессе эксплуатации направляющие втулки изнашиваются и требуют ремонта.При ремонте головок блока цилиндров особое внимание необходимо уделить направляющей втулке клапана, как базовой поверхности для дальнейшей обработки седел. В случае, когда направляющая втулка выполнена в виде вставной (запрессованной) детали, изношенная втулка выпрессовывается, а на ее место устанавливается новая направляющая втулка, которая разворачивается и хонингуется до необходимого диаметра. Такой ремонт уместен для головок блоков двигателей всех отечественных и большинства импортных моторов и является традиционной операцией при ремонте головок блока, производящейся во всех технических центрах по ремонту ДВС. Иначе обстоит дело с ремонтом направляющих втулок, выполненных встроенными, то есть отлитыми вместе с корпусом головки (Cummins, Deutz, Komatsu, Ford). По сути, производитель такой конструкции не предусматривает ремонта направляющих и, в случае их износа, рекомендует замену головки блока целиком или предлагает установку клапанов ремонтного размера (с большим диаметром стебля клапана).
В процессе эксплуатации направляющие втулки изнашиваются и требуют ремонта.При ремонте головок блока цилиндров особое внимание необходимо уделить направляющей втулке клапана, как базовой поверхности для дальнейшей обработки седел. В случае, когда направляющая втулка выполнена в виде вставной (запрессованной) детали, изношенная втулка выпрессовывается, а на ее место устанавливается новая направляющая втулка, которая разворачивается и хонингуется до необходимого диаметра. Такой ремонт уместен для головок блоков двигателей всех отечественных и большинства импортных моторов и является традиционной операцией при ремонте головок блока, производящейся во всех технических центрах по ремонту ДВС. Иначе обстоит дело с ремонтом направляющих втулок, выполненных встроенными, то есть отлитыми вместе с корпусом головки (Cummins, Deutz, Komatsu, Ford). По сути, производитель такой конструкции не предусматривает ремонта направляющих и, в случае их износа, рекомендует замену головки блока целиком или предлагает установку клапанов ремонтного размера (с большим диаметром стебля клапана).
Тем не менее технологии ремонта направляющих втулок, сделанных заедино с головкой блока, существуют и, более того, доказали свою работоспособность и надежность. Наибольшее применения эти технологии нашли в ремонтных мастерских США, потому что такое исполнение головки блока наиболее характерно для американских производителей, но и у нас такие моторы все чаще начали поступать в ремонт.
В настоящей статье мы расскажем о технологии ремонта направляющих в ГБЦ с несъемными втулками, применяемой в нашем Техническом центре. Технология CLASSIC (Канада) одобрена крупнейшими автопроизводителями, такими как FORD, GM, Caterpillar, Cummins, она была разработана более 20 лет назад, но до сих пор актуальна и составляет конкуренцию другим методам восстановления втулок и успешно используется в авторемонтном производстве.
Более того, актуальность технологии CLASSIC не ограничивается ремонтом головок с несъемными втулками. Технология Classic приходит на выручку, когда случается сталкиваться с ремонтом ГБЦ, у которых неоправданно высокая стоимость оригинальных направляющих или слишком долго приходится ждать их поставки, а неоригиналов либо не существует, либо качество их исполнения крайне низкое, что делает их непригодными для эксплуатации. Технология CLASSIC может применяться для ремонта любых направляющих втулок независимо от материала и имеет преимущества перед традиционной технологией, о которых чуть позже.

Итак, CLASSIC — это установка ремонтной тонкостенной распорной гильзы из бронзового сплава в отверстие старой направляющей втулки головки блока. Старая изношенная направляющая втулка перед этим рассверливается под размер немного меньше наружного диаметра используемой бронзовой гильзы. Просверленное отверстие обрабатывается с помощью специальной развертки, в результате чего получается гладкое отверстие – так называемое посадочное место, куда запрессовывается ремонтная бронзовая гильза с натягом. После запрессовки гильзы производится калибровка отверстия под клапан специальными твердосплавными шарами. После калибровки выступающую часть гильзы подрезают фрезой, затем место подреза проходят зенкером для снятия заусенцев. Завершающей частью процесса является контроль зазора между втулкой и клапаном.
Преимущества технологии CLASSIC по сравнению с традиционной технологией ремонта направляющих втулок:
- высокая износостойкость ремонтной гильзы
- низкий коэффициент трения пары втулка – стержень клапана
- улучшение смазки сопряжения «втулка – клапан»
- низкая трудоемкость ремонта
- низкая стоимость ремонтной гильзы
- отсутствие необходимости нагрева головки во время ремонта.
Качественное исполнение технологии Classic невозможно без профессионального комплекта инструмента, производимого канадской компанией CLASSIC Engine Supplies, Inc. Рассмотрим основные этапы ремонта направляющих втулок по технологии CLASSIC.
3.1 Очистка внутренней поверхности втулки щеткой-ершом со смазкой (например, WD-40).
3.2 Подготовка инструмента для запрессовывания ремонтной втулки. Оснастка для запрессовки ремонтной гильзы устанавливается в коротокоходный пневмомолоток с частотой более 3000 уд/мин.
Такая скорость и легкость процесса обеспечивается оригинальным американским инструментом, который можно купить у нас. Комплект инструмента Classic включает в себя следующие составляющие:
- оснастка для крепления развертки;
- оснастка для запрессовки гильзы;
- щетка-ёрш;
- шток;
- толкатель шарика (используется с пневмомолотком);
- калиброванные шары из твердого сплава (от 3 до 5 в зависимости от комплекта);
- концевая фреза для подрезания торцев;
- пилот для концевой фрезы;
- зенкер для подрезки фаски;
- ключ для вращения зенкера;
- насадка для пневмомолотка (используется с экстрактором гильзы);
- экстрактор гильзы;
- инструментальная коробка.
Приобретя один комплект Classic, и, что называется, прочувствовав его преимущества, Вы всегда можете расширить диапазон обработки, докупая отдельные компоненты другого комплекта. Покупать полностью второй, третий комплекты нет необходимости, потому что некоторая оснастка универсальная и может использоваться для других диаметров. К комплекту инструмента Classic необходимо приобрести сами гильзы и универсальный комплект центрирующих конусов.
Несколько слов о ремонтных гильзах. Материал гильзы – фосфористая бронза — сплав бронзы, отличающийся большим сопротивлением износу, а также большой химической устойчивостью. Из этого материала изготавливают детали машин, подвергающиеся сильным ударам (например, насосные клапаны), сильному трению (подшипники, зубчатые колеса, бесконечные винты), химическому влиянию морской воды, пламени и кислот (торпедо, обшивочные листы подводных частей морских судов, доменные фурмы, краны для химических приборов), сильному изнашиванию (артиллерийские орудия). Кроме высокого сопротивления износу, фосфористая бронза характеризуется очень хорошей вязкостью (пластичностью), которая настолько велика, что материал может коваться, прокатываться и тянуться в проволоку в холодном состоянии. Проталкивая твердосплавными калиброванными шарами во внутреннее отверстие бронзовой ремонтной гильзы (а калиброванные шары создают очень высокие контактные давления), мы не только достигаем необходимого диаметра отверстия в гильзе, но и обеспечиваем надежный ее контакт с «телом» головки блока, что очень важно для правильного теплоотвода.
Ремонтные бронзовые гильзы СLASSIC на каждый размер доступны в модификациях U (Undersize – меньше номинала) и S (Standard – стандартный). Если толщина стенки гильзы S — 0,38 мм, то гильза модификации U имеет толщину 0,45 мм, что позволяет получить при необходимости меньший диаметр втулки. Гильзы обеих модификаций доступны длиной 6,35 см и 7,62 см.
Технология Classic новая для российского авторемонта, тем не менее она уже используется в Москве, Кирове, Новокузнецке и других городах. Технический центр Мотортехнология успешно использует технологию Classic для ремонта современных головок блока цилиндров двигателей коммерческого транспорта.
Мы будем рады произвести для Вас демонстрацию, показать работу инструмента в практике.
Замена направляющих втулок клапанов и седел
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.

Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — это притирка клапанов. Сегодня при профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.

Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.

Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
 Шаг 1. Нагреть головку блока
Шаг 1. Нагреть головку блока  Шаг 2. Выпрессовать втулки
Шаг 2. Выпрессовать втулки  Шаг 3. Провести сравнительный замер штоков и отверстий
Шаг 3. Провести сравнительный замер штоков и отверстий  Шаг 4. Обработать отверстия разверткой
Шаг 4. Обработать отверстия разверткой
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120 С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.

Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.



