
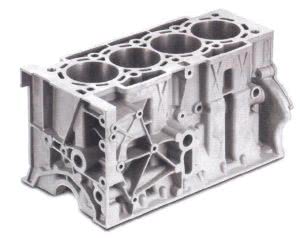
Установка гильз в блок цилиндров
Гильзовка гипер-эвтектических алюсиловых блоков
Это поучительная история о данных, опыте, рассудительности и здравом смысле при гильзовке блока цилиндров. Пинг! Пинг, пинг, пинг, … Если вы гольфист, как и я, то вам, наверное, знаком этот характерный приятный звук, издаваемый мячиком для гольфа, когда правильно бьешь по нему клюшкой для гольфа. А если вы работаете в мастерской по ремонту или восстановлению двигателей, и вы установили чугунные гильзы в современный алюминиевый блок V6 или V8 европейского производства, то подобный звук – скорее ужасающий, словно исходит из камеры пыток. Почему так? Я расскажу об этом в данной статье, чтобы поделиться своим опытом с другими участниками сообщества мотористов, ремонтирующих двигатели.

Этот алюминиевый блок Audi треснул во всех отверстиях – все три стенки цилиндра треснули сразу, как только блок остыл, а гильзы разогрелись в блоке.
Вот у вас есть подробная технологическая карта на ремонт какой-то детали двигателя. Скажем: блока цилиндров. И вы тщательно следуете этой карте выполняя, к примеру, гильзовку блока. Но в итоге – все идет вразрез плану (как в показанном ниже примере) и после гильзовки алюсилового блока в нем неотвратимо образуются трещины! И ладно бы – если б подобное было характерно для одной мастерской, но подобное встречается регулярно и не в одной стране, а даже – на разных континентах!
Давайте представим такую сцену. Долгий, тяжелый рабочий день, наконец, закончен. До конца дня вы собирались запрессовать чугунные гильзы в блок цилиндров Audi, привезенный вашим клиентом. Не очень сложная работа, просто нужно быть внимательным и аккуратным. Вы помещаете блок Audi в горячую печь, чтобы силумин «расширился». Вы немного охлаждаете гильзы, чтобы без затруднений вставить их в блок. Это хорошо. Дальше, вы достаете блок из печи, а гильзы – из морозилки (сухого льда, жидкого азота и т. д.). Затем вы вставляете гильзы в блок. Вы можете запрессовывать гильзы в блок гидравлическим прессом, вставлять их от руки или стучать по ним старомодной кувалдочкой. В общем, всем тем, что служило вам долгие годы. Гильзы на своих местах, блок остыл и можно идти на обед. Выключаете станки, компьютеры и свет. Но подождите, что это за непривычный, резкий звук? Пинг, пинг, пинг … Что бы это могло быть? Вы оглядываете мастерскую, вокруг – все, как всегда. Вы говорите себе: «… Ну ладно», и уходите.
Итак, вы закончили блок. Он расточен, отхонингован и готов под сборку. Которая прошла просто идеально. Некоторые из вас, возможно, уже поставили собранный двигатель в машину. Другие хотят проверить его на моторном стенде, перед установкой в машину. И вот, случилось неожиданное. Антифриз начинает вытекать из мотора через отверстия, о существовании которых вы даже не подозревали. Вы нервничаете, вы говорите себе: «… что могло случиться?» Вы проверяете все сборочные процедуры. Вроде все шло великолепно. Но подождите: вы вдруг вспоминаете, как тем вечером, сразу после гильзовки, вы услышали непонятный звенящий звук, доносившийся из вашей тихой мастерской. Это что-то значило? К сожалению, да! И это очень важно!
У вас был такой опыт? Если – нет, то вы счастливчик. Сцена, которую я сейчас описал, — это не побасенка, а реальный случай из «жизни» одной высокопрофессиональной мастерской по ремонту двигателей. Алюминиевый блок Audi, который они загильзовали, довольно хорошо «принял» чугунные гильзы. То, что произошло потом, было кошмаром, который так просто не забудешь. Видите ли, характерный звук «пинг» издавал… блок Audi, когда лопался силумин в каждом отверстии под цилиндры. Да, все стенки отверстий под цилиндры немедленно трескаются, как только нагретый блок остывает, а охлажденные гильзы, соответственно, нагреваются. Казалось бы, все этапы работ выполнялись также, как и раньше, но блок трескался по непонятной причине. И вот что показало тщательное расследование.
Я предполагаю, что большинство мастерских ремонтируют сейчас блоки цилиндров сравнительно «свежих» моделей BMW, Mercedes, Audi, Jaguar и Porsche. Эти алюсиловые блоки, действительно, хорошо сделаны – из гипер-эвтектического алюминиево-кремниевого сплава (силумина), с долей кремния – до 17%. Если вы когда-либо резали подобный блок, то замечали, что он режется тяжелее, чем современные алюминиевые блоки V8 американского производства. По сравнению с более «податливым» сплавом американских V8, «европейские» алюсиловые блоки имеют более жесткую структуру, а их стенки – немного тоньше, что снижает вес.
Но. Алюсиловые блоки – более хрупкие! При литье подобных блоков кристаллы кремния образуют твердую и износостойкую поверхность – для поршня и колец. При производстве процесс образования кремниевых кристаллов создает различные пределы прочности при охлаждении блоков, с более крупными кристаллами в нижней части и более мелкими кристаллами – в области расположения цилиндров. В результате получается превосходный алюминиевый блок – прочный, легкий и идеальный для современных быстроходных седанов или спортивных автомобилей.

Последние модели блоков BMW, Mercedes, Audi, Jaguar и Porsche требуют иной процедуры гильзовки, чем американские алюминиевые блоки V8.
Но, оказывается, что это требует иной процедуры установки гильз, чем американские алюминиевые блоки V8. Прежде чем мы отработали правильную технологию, пришлось «загубить» восемь разных блоков. Итак, выполняем обычные процедуры для разогрева блока и охлаждения гильз – в процессе подготовки к гильзовке. При этом нормальный натяг чугунной гильзы в алюминиевом блоке составляет 0,05…0,08 мм. И при охлаждении блока — «пинг» — алюминий трещит за гильзой. Нашей первой мыслью было: стенка гильзы была слишком толстой, а расстояние между расточенными отверстиями в блоке – слишком маленьким. Хорошо, взяли гильзы с более тонкой стенкой и установили их тем же способом. Не помогло – при остывании блока вновь слышен «пинг»! Это происходило вновь и вновь (см. фото выше). Затем была изготовлена и установлена гильза из высокопрочного чугуна, с более тонким фланцем, и снова «пинг»! И что с этим делать? Но я вспомнил, как мне кто-то говорил, что алюсиловый блок «невосприимчив» к жаре и сильному холоду, поскольку прочная структура материала не допускает большого температурного расширения или сжатия. Были ли эти слова подтверждены какими-либо твердыми данными? Нет, и мы это знали. Но почему не попробовать и изменить технологию? Так, мы установили гильзы при обычной комнатной температуре, уменьшив натяг до 0,01…0,03 мм. Наконец опыт увенчался успехом.

Даже при использовании гильзы с более тонкими стенками (рисунок ниже), когда блок охлаждается, — вновь раздается «пинг»!
Затем вы выбрали несколько современных блоков, чтоб получить надежные доказательства первого успешного опыта. Мы взяли блоки цилиндров Audi R8, BMW 750i, Jaguar 3.0L и Porsche 996. Из них самыми «чувствительными» были Audi и BMW. К слову, блоки Audi производятся на том же заводе, что и блоки двигателей Lamborghini 5.0L и 5.2L V-10. Для их гильзовки взяли гильзы центробежного литья из ковкого чугуна, со средней толщиной стенки 2 мм. Блоки были расточены в требуемый размер, причем после расточки посадочные места под гильзы – отхонингованы.
После того, как блоки подготовлены для установки гильз, наступает момент истины. Мы вообще не охлаждали гильзы. Но каждый блок мы нагревали примерно до 155°. При такой температуре алюминий расширяется примерно на 0,02…0,03 мм. К нашему удовольствию, каждая гильза вошла довольно хорошо. Для надежности мы рекомендуем прессовать втулки, чтобы они наверняка полностью сели в блок, гидравлическим или винтовым прессом. На худой конец, забейте ее киянкой. Блоки принимают втулки примерно так же, как чугунный блок. На самом деле, они действительно вошли идеально. Мы ждали звук «пинг» после гильзовки каждого блока. Но, ей-богу, царила идеальная тишина. После этого опрессовка блоков показала отсутствие утечек.
После гильзовки, расточки, и хонингования блоков они вернулись на свое законное место – в автомобиль. Один из Audi, блок RS4, оказался в гоночном автомобиле, где прекрасно работал и продолжает работать. Ремонтники двигателей, страдавшие ранее от этих безумных проблем с гильзовкой получили, наконец, возможность уверенно ремонтировать гоночные алюсиловые двигатели.

Блок Porsche 996 был одним из тех блоков, что использовались для доказательства наших рекомендаций.
Существует много очень хороших пособий, собравших важную информацию, которые должны быть в каждой ремонтной мастерская. Например, справочник о восстановлении алюминиевых двигателей «Motor Service International», где приведены просто фантастическими сведения – о всех современных технологиях производства силуминовых блоков цилиндров. Но в нем не хватало описания различных ситуаций, которые происходят с такими людьми, как вы и я. Скажем, данные о ситуациях с треснувшим гильзованным алюминиевым блоком найти сложно. Они есть, разве что, в таких изданиях, как американский журнал «Engine Professional».
Не думайте, что гильзовать алюсиловый блок сложно. Просто требуется время, чтобы понять слабые места, связанные с этим видом работы. Изучите опыт других, и вы успешно избежите ошибок.
Гильзовка блока цилиндров — технологический процесс гильзования

Доброго времени суток, уважаемые автолюбители! Суть технологической операции «ремонт двигателя» можно классифицировать на два типа: текущий ремонт двигателя и капитальный ремонт двигателя.
В текущий ремонт двигателя, смело относим такие операции, как например, замена прокладки ГБЦ или регулировка теплового зазора клапанов. Этот тип ремонта не требует демонтажа двигателя, и может быть выполнен в гаражных условиях своими руками.
С капитальным ремонтом двигателя дело обстоит чуть сложнее. В этом случае своими руками мы можем лишь произвести снятие и установку ГБЦ или блока цилиндров. А такие операции, как: расточка, хонингование или гильзовка блока цилиндров, уже нужно выполнять на специализированном оборудовании, которое вряд ли у вас завалялось в гараже.
Что собой представляет гильза цилиндра
Гильза в переводе с немецкого языка – оболочка. В нашем случае гильза блока цилиндров – это съёмная металлическая вставка в блоке цилиндров. В ней перемещается поршень двигателя, и она же определяет рабочий объём цилиндра двигателя.
Ремонт гильзы цилиндра называется «гильзование» и является достаточно сложным технологическим процессом. Ремонт гильзы цилиндра производится либо по рекомендации производителя в определенные сроки (пробег), либо в случае износа цилиндров. Здесь учитываются и марка блока и модель двигателя, и, соответственно, износ цилиндра.
В современном автомобиле применяется два типа гильз:
- «мокрые» гильзы – наиболее ремонтопригодные гильзы. Гильзы конструктивно взаимодействуют внешней стороной с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками, исключающими попадание жидкости или наоборот газов в охлаждающую жидкость.
- «сухие» гильзы – этот тип гильз вмонтирован непосредственно в сам блок цилиндров при изготовлении
Типичными требованиями, которые предъявляются к эксплуатационным свойствам гильз цилиндров, являются: актикоррозийная устойчивость, высокая износостойкость металла, прочность. Надёжность уплотнений ремонтных гильз при гильзовании блока цилиндров должна обеспечиваться высокая надёжность уплотнений в месте стыка гильзы и блока.
К ремонтным гильзам предъявляются определенные требования, о которых должны знать не только специалисты, но и мы, автолюбители. Особенно, если приобретаем их самостоятельно.
- Форма гильзы – её эллипсность и конусность не должны превышать 0,02 мм. а разность толщины стенки 0,01 мм.
- Поверхность гильзы должна быть выполнена в соответствии 8-10 классу точности.
- Выбор ремонтной гильзы блока производится по соответствующему каталогу. При выборе необходимо учитывать припуск для проведения последующей расточки.
Как происходит ремонт гильз цилиндров
Начнем с того, что уточним – ремонт гильз цилиндров не обязательно должен проводиться с заменой всех гильз. Для этого существует диагностика гильз цилиндров при помощи нутромера, после которой и принимается решение о замене гильз.
Технология ремонта гильз цилиндра отличается в зависимости от типа гильз. «Мокрые» гильзы более просты для ремонтных операций. Их замена производится вручную.
С «сухими» гильзами процесс замены более сложен, и требует применения оборудования и участия специалистов.
Технология гильзования цилиндров блока, практически подходит для ремонта любого двигателя. Блоки цилиндров из чугуна гильзуются чугунными втулками, изготовленными из легированного чугуна. Для алюминиевых блоков применяются гильзы из сплава алюминия с содержанием присадок для разных видов покрытия поверхности цилиндров.
Технология гильзовки блока цилиндров
В первую очередь производится расточка цилиндров. Процедура важная, так как здесь должна быть соблюдена правильная геометрия гнёзд под гильзы. Эллипс гнезда впоследствии передастся гильзе, что повлечет за собой неправильную работу поршня и… остальные вытекающие последствии.
После расточки под необходимый ремонтный размер, производится хонинговка гнёзд для точности поверхности. И, переходим к непосредственно процедуре гильзования блока цилиндров.
Гильзовка «сухих» гильз
Метод горячего гильзования имеет в основе своей учёт разницы температур блока и втулки. Блок нагревают до температуры 150 0 , затем в гнездо вставляется охлаждённая в жидком азоте гильза.
Предварительно гильза обрабатывается спецсоставом для того, чтобы избавить её от водяного конденсата при монтаже. Метод горячего гильзования считается наиболее качественным, т.к достигается наиболее оптимальный натяг в соединении материалов.
В случаях, когда цилиндры выполнены из галникала, они не поддаются предварительной расточке. Тогда гильзование алюминиевых втулок производится методом запрессовки.
Метод запрессовки состоит из следующих этапов:
- нагрев ответной детали (в нашем случае – блока);
- охлаждение втулки в азоте;
- нанесение в отверстие гнезда герметика;
- установка (запрессовка) втулки в гнездо.
Таким вот образом производится один из видов капитального ремонта двигателя – гильзование цилиндров блока. При грамотном выполнении этой операции, и при соблюдении всех рекомендуемых параметров, отремонтированный двигатель «пробежит» ещё не один десяток тысяч км.
Успехов вам в поиске классных специалистов для гильзования блока цилиндров двигателя.
2 метода гильзовки блока цилиндров: особенности ремонтных работ
Стандартно расточка блока цилиндров является оптимальным вариантом для ремонта, однако при определённых обстоятельствах её стоит заменить гильзовкой. В каких случаях гильзовка блока цилиндров более целесообразна и что собой представляет данная процедура? Как выполнить гильзовку с учётом типа гильз?

Часто производитель авто предусматривает расточку блока цилиндров под больший размер поршня в ремонтных целях. Но не всегда такой ремонт возможен. К категории исключений стоит отнести трещины, задиры и глубокие царапины в цилиндре после разрушения поршня, а также его избыточный износ, отсутствие комплекта, необходимого для ремонта или их высокая стоимость. В случае с определёнными двигателями такой ремонт вовсе не предусмотрен. Гильзовка блока цилиндров является альтернативным вариантом ремонта в упомянутых ситуациях.
Что такое гильза блока цилиндров двигателя
Гильза представлена в виде съёмной вставки в блок цилиндров двигателя. Иными словами – это своеобразные стенки блока цилиндра, поскольку поршень движется именно в ней. Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Независимо от типа втулок блока они должны соответствовать следующим требованиям:
- материал, из которого они изготовлены, должен быть прочным;
- стойкость к температурным и механическим нагрузкам;
- стойкость к коррозионным процессам.
Если гильзы устанавливаются с уплотнителем, то в месте стыковки втулки с блоком цилиндров необходимо обеспечить требуемые параметры. При выборе гильз обращайте внимание на такие факторы, как толщина стенок, а также конусность и эллипсность изделий. Некоторые гильзы не предусматривают наличие допуска под дополнительную расточку после установки в блок – данный нюанс также необходимо брать во внимание.
Дополнительно рекомендуем прочитать подробную статью нашего специалиста, в которой рассказывается о том, что такое опрессовка ГБЦ.
Также советуем внимательно изучить статью нашего эксперта, посвящённую тому, как снять головку блока цилиндров.

Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.

Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
Предварительные работы выглядят следующим образом:
- Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала. На данном этапе очень важно выдержать необходимую форму паза.
- Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Выводы
Подводя итоги, стоит отметить, что эксплуатация двигателя при качественно загильзованном блоке цилиндров и соблюдении всех технологических этапов достигает 150 тысяч км. Дополнительным условием является правильная эксплуатация двигателя и его регулярное обслуживание.
Делаем гильзовку блока цилиндров своими руками
В нашей стране большое количество стареньких машин, двигатели которых ремонтировались не один раз. Независимо от того, на каком авто мы передвигаемся, его ремонт можем выполнить своими руками, не прибегая к посторонней помощи. Если мы умеем сделать диагностику и выполнять ремонт самостоятельно, это сэкономит наши нервы, здоровье и силы, и не придется стоять на обочине, ожидая техническую службу. Машины, у которых практически нет ремонтного ресурса, наши умельцы пытаются восстановить, применяя метод гильзования. В материале и пойдет речь о том, как делается гильзовка блока цилиндров своими руками.
Что такое гильза цилиндра и ее типы

Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование – процесс достаточно сложный и требует опыта и специальных знаний. Поэтому собственными руками мы можем снять и установить ГБЦ или блок цилиндров. А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.

Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Требования к гильзам
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.

Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Заменить детали сухого типа сложнее, их замену выполняют специалисты с применением специального оборудования.
Гильзовка цилиндров блока – технология, которую применяем при ремонте любых двигателей. Опытные автолюбители утверждают, что загильзовать можно любой двигатель. Если ремонтируем блок цилиндров из чугуна, используем чугунные легированные втулки. Если блок алюминиевый, используем гильзы из алюминиевого сплава с присадками.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз. Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые. После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Новости
В эти непростые времена компания VH-DAF намерена помочь перевозчикам преодолеть сложную экономическую ситуацию, оптимизировав расходы при ремонте двигателя. Мы готовы предложить новую услуга сервиса – восстановление посадочного места под гильзу на двигателях грузовиков. Операция по проточке посадочного места под гильзу в блоке цилиндров, как и весь процесс капитального ремонта двигателя – сложный процесс, требующий глубоких знаний устройства двс и технологий ремонта, а также высококачественных инструментов и оснастки.
Блок цилиндров и гильзы являются важными компонентами двс, и требуют особого внимания при капитальном ремонте. О некоторых нюансах диагностики этих компонентов подчас забывают (или не знают) неподготовленные механики.
- Правильная оценка (измерение) высоты вылета гильзы над блоком требует наличия соответствующего специального инструмента, знаний и навыков.
- В процессе эксплуатации двигателя гильза цилиндра подвергается различным нагрузкам – тепловым, динамическим. Под действием этих нагрузок даже в режимах нормальной эксплуатации гильза может просесть, что является результатом кавитационного износа посадочного места гильзы в блоке цилиндров. Последствия такой просадки гильзы – прорыв газов в рубашку охлаждения, в отдельных случаях – трещина в гильзе.
Таким образом:
- По требованиям завода изготовителя проверка высоты вылета гильзы над блоком цилиндров необходима при всех ремонтах двигателя, связанных с демонтажом/монтажом головки блока цилиндров, а также заменой гильз цилиндров.
- По результатам замеров можно судить о: возможности дальнейшей эксплуатации блока цилиндров двигателя, необходимости замены стандартной гильзы цилиндров на ремонтную, необходимости восстановления опорной поверхности гильзы цилиндров в блоке.
Восстановление (проточка) посадочного места под гильзу может производиться путём снятия двигателя с автомобиля, частичной или полной разборки, транспортировки блока цилиндров в специализированную мастерскую – весьма трудоёмкий и затратный способ. Гораздо более быстрый и удобный метод восстановления блока цилиндров – без демонтажа с автомобиля, с использованием высокоточного мобильного оборудования, обеспечивающего обработку посадочного места гильзы в соответствии с требованиями завода изготовителя.

ПРЕДУПРЕЖДЕНИЕ от завода-изготовителя!
При игнорировании требований по высоте вылета гильзы над блоком ремонт двигателя скорее всего снова потребуется в ближайшее время с большими финансовыми затратами.
Восстановление посадочного места под гильзу в блоке цилиндров предлагается как в мастерской сервиса компании VH, так и с возможностью выезда к клиенту. Высокое качество работ гарантируется.
Первичную техническую информацию по процедуре восстановления Вы можете получить
по телефону доб. 2101, 2114.
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.

Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Механическая обработка БЛОКА ЦИЛИНДРОВ
Блок цилиндров (БЦ) — это основная деталь двигателя внутреннего сгорания, которая объединяет между собой цилиндры двигателя в единую деталь, изготавливается литьем с последующей механической обработкой
Опорная поверхность коленчатого вала БЦ («постель» коленчатого вала блока цилиндров) служит для монтажа вкладышей и коленчатого вала с сохранением требуемого масленого зазора.
Опорная нижняя плоскость блока цилиндров служит для установки поддона картера.
Опорная верхняя плоскость БЦ служит для установки головки блока цилиндров.
Цилиндры блока цилиндров служат для превращения возвратно-поступательного движения поршней и выполнения работы по передаче энергии взрыва топливно-воздушной смеси в камере сгорания, через шатуны во вращательное движение коленчатого вала.
Цилиндры БЦ могут быть цельнолитыми — «сухая гильза», где охлаждающая жидкость на прямую не контактирует со стенкой гильзы, или вставными — «мокрая гильза», где охлаждающая жидкость на прямую контактирует со стенкой гильзы.

Вокруг цилиндров БЦ расположены полости для циркуляции охлаждающей жидкости (тосол, антифриз) системы охлаждения — «водяная рубашка» блока цилиндров. Также в БЦ расположены масленые каналы, по которым в места смазки под давлением, создаваемым масленым насосом, подается моторное масло, обеспечивающее нормальную работу трущихся пар подшипников скольжения всего двигателя внутреннего сгорания.

БЦ изготавливают из чугуна или алюминиевого сплава. Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал относительно недорог, обладает высокой прочностью, износостойкостью, жесткостью, имеет хорошие литейные качества. Существенными недостатками чугуна являются его большой удельный вес и низкая теплопроводность.
Алюминиевые сплавы — это лёгкий (малый удельный вес) конструкционный материал, корозиционно устойчив, имеет хорошую обрабатываемость. По сравнению с чугуном, имеет в 3 раза выше коэффициент теплопроводности, в результате двигатель внутреннего сгорания нагревается быстрее и равномернее. Совокупность этих факторов дает возможность повышать КПД и экономичность двигателей внутреннего сгорания.
Алюминиевый сплав значительно уступает чугуну в жесткости и износостойкости. По этому блок цилиндров из алюминиевого сплава должен иметь особые конструктивные элементы повышающие его жесткость, а в качестве цилиндров обычно служат чугунные гильзы, которые заливаются в алюминиевый блок в процессе его изготовления. Цилиндры блоков из алюминиевых сплавов имеют так же современные покрытия. Поверхность цилиндров, из алюминиевого сплава, насыщают поверхностный слой кристаллами карбида кремния (Материал — алюсил, силумал), эта технологическая новинка имеет свою технологию перехода в ремонтный размер. Цилиндры из такого материала ремонтно пригодны. Также на цилиндры из алюминиевого сплава, наносят другими различными технологиями, износостойкие покрытия, которые имеют небольшую толщину слоя и в связи с этим не поддаются ремонту. Такие цилиндры имеют сложную схему ремонта при наличии конструктивных возможностей, а именно наличие достаточного расстояния между цилиндрами для установки гильз из чугуна.
В процессе работы, цилиндры БЦ подвергаются износу.
Износ цилиндров БЦ является следствием комплексного воздействия на стенки многочисленных физических, химических и других быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа:
- — эрозионный — возникающий вследствие трения поршневых колец об цилиндр БЦ, схватывания и других разрушающих процессов при непосредственном контакте металлических трущихся поверхностей;
- — коррозионный — возникающий при всякого рода окислительных процессах на поверхностях трения;
- — абразивный — вызывающий разрушение поверхностей трения при наличии между ними твердых абразивных частиц, в том числе и от продуктов износа механизмов двигателя внутреннего сгорания.
Изношенные детали двигателя внутреннего сгорания подлежат замене или ремонту. Ремонт с последующей механической обработкой, которая включает в себя: расточка цилиндров под хонинговальную операцию, расточка цилиндров под установку гильз цилиндров БЦ ( стандартных или нестандартных гильз), хонингование цилиндров БЦ, механическую обработку плоскости БЦ.
Расточка цилиндров БЦ под установку гильз.
Расточка цилиндров выполняется на расточных станках COMEC, производство Италия.
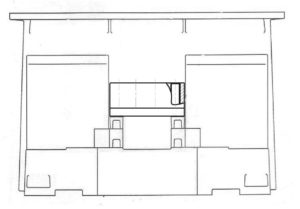
При расточке гильз цилиндров есть два способа базирования блока цилиндров:
- — БЦ устанавливается на параллели, где механическая обработка выполняется от плоскости картера БЦ, а геометрия расположения цилиндров обеспечивается уникальными конструктивными возможностями оборудования. Этот способ имеет особенность — выполнять расточную операцию можно только на блоках цилиндров имеющих минимальные остаточные деформации плоскостей БЦ.
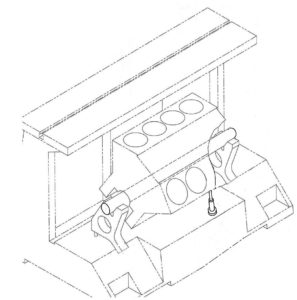
- — БЦ устанавливается на приспособление типа «скалка», где механическая обработка выполняется от оси коленчатого вала, что позволяет максимально точно сохранять перпендикулярность осей цилиндров к оси коленчатого вала. Этот способ является идеальным вариантом при расточной операции цилиндров БЦ, а для V — образных БЦ обработка от оси коленчатого вала является единственно возможным вариантом.
Подготовка посадочного места гильзы цилиндра под под установку гильзы выполняется в зависимости от способа установки гильзы (см.пункт 3). Шероховатость поверхности цилиндров после расточки Ra=0,63мкм (шероховатость поверхности шлифовальной операции), обеспечивается специальными сменными режущими пластинами с радиусом при вершине 0,80мм;
Установка гильз цилиндров.
Выполняется установка чугунных гильз цилиндров, как стандартных, так и не стандартных установочных размеров в блоки цилиндров которые выполнены, как из алюминиевого сплава, так и из чугуна.
Используется 3 метода установки гильз цилиндров:
- — установка гильзы с упором сверху (гильза с буртом);
- — установка гильзы с упором снизу (гильза без бурта);
- — установка «висячей гильзы» (гильза без бурта), прочность посадки гильзы обеспечивается величиной перекрытия размеров.
Установка гильз цилиндров в БЦ выполняется посредством охлаждения гильзы цилиндра в емкости с жидким азотом до температуры -180°С и нагрева БЦ до температуры 100…120°С. Для обеcпечения надежности установки гильзы разность температур между БЦ и гильзой должна составлять около 200°С. В результате охлаждения гильзы цилиндра диаметр уменьшается примерно на 0.1мм, а установочное отверстие гильзы, в результате нагрева, увеличивается до 0,25мм, в результате чего, при установке гильз образуется зазор в 0,35мм, что позволяет без усилий установить гильзу цилиндров в в заранее подготовленное посадочное место БЦ

Расточка цилиндров БЦ под хонингование.
Расточка цилиндров выполняется с припуском под хонингование 0.08…0.10мм, этого припуска достаточно для удаления деформированного поверхностного слоя материала гильзы с неравномерной твердостью, сформированного при расточной операции, а также исправления погрешностей формы цилиндров.
Хонингование цилиндров БЦ.
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра осуществляется посредством хонингования на оборудовании фирмы COMEC производства Италия.
Хонингование цилиндров БЦ — это финишная обработка резанием, которая осуществляется алмазными брусками, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании совмещаются вращательное и возвратно-поступательное движения инструмента, благодаря чему создается характерная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
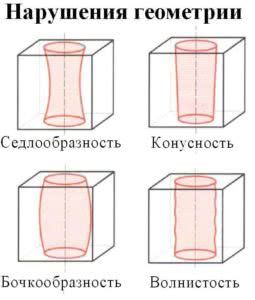
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм.
Шероховатость поверхности после хонингования выдерживается строго от вида топлива:
- — для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
- — для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
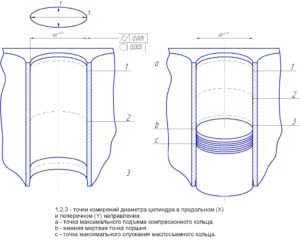
Шероховатость можно измерять с помощью специального инструмента — профилографа, которые помимо значений шероховатости Rz, Ra дает возможность посмотреть и напечатать диаграмму шероховатости поверхностей дефектуемого цилиндра. Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хонинговальной сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей ДВС (Kolbenschmidt, Mahle) Мы выдерживаем и параметры угла задаваемые Заказчиками. Проверка угла осуществляется при помощи пленки-трафарета для измерения угла хонингования.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
- — Размер цилиндра (по осям X-Y) с допуском +0,005мм;
- — Геометрию цилиндра ( по осям) с допуском +0,005мм;
- — Шероховатость поверхности;
- — Угол хонинговальной сетки;
- — Процент вскрытого шарообразного, пластинчатого графита; Параметр выведен и проверен исследованием:
— возможности оборудования;
— качество инструмента;
— качество специальной СОЖ (смазывающе-охлаждающей жидкости);
Механическая обработка плоскости БЦ.
Механическая обработка плоскости БЦ выполняется на станках COMEC. Для специальной и карьерной техники работы выполняются на обрабатывающем центре.
Обработка выполняется резцом — твердосплавной пластиной которая закреплена на планшайбе. Главное движение — вращение режущего инструмента происходит параллельно плоскости разъема БЦ и подача идет вдоль плоскости БЦ обеспечивает точность выполнения не плоскостности до 0,010мм и шероховатость под любые виды прокладок заявленные Производителями ДВС.
Шероховатость поверхностей после обработки соответствует рекомендациям ведущих производителей прокладок и уплотнений, таких как: GOETZE, Elring, Payen.



