
При замене прокладки гбц нужно ли шлифовать головку блока
При замене прокладки гбц нужно ли шлифовать головку блока
Прокладку под ГБЦ только ЗМЗ 405(409) они отличаются от ЗМЗ 406.
Картинки неполучились посмотри на сайте ЗМЗ.
Остальное по букварю.
Установка фаз ГРМ двигатель змз 406 (405, 409)
В процессе эксплуатации, а также из-за погрешности при изготовлении деталей привода газораспределительного механизма (ГРМ) или вследствие неквалифицированно проведенного ремонта привода ГРМ возможно значительное отклонение фаз газораспределения от заданных значений. В то же время известно, что правильность фаз газораспределения является одним из важнейших факторов, влияющих на мощность, крутящий момент и экономические показатели двигателя. Поэтому при снижении тяговых свойств двигателя, повышении эксплуатационного расхода топлива и неустойчивой работе двигателя возникает необходимость проверить и, при необходимости, правильно установить фазы газораспределения.
Для этой цели используется комплект оснастки, разработанный на заводе. В комплект входит: транспортир "А", два шаблона "В" и "С" с профилем кулачка и стрелкой (один — фаза 240° — для двигателя ЗМЗ-4063.10, другой — фаза 252° — для двигателя ЗМЗ-4062.10 и двигателей ЗМЗ-405.10, ЗМЗ-409.10 и их модификаций) и кондуктор для сверления дополнительных отверстий под штифт в звездочках распределительных валов.
Проверку и корректировку фаз газораспределения можно провести на двигателе, установленном на автомобиле. Для контроля фаз газораспределения необходимо:
1. Отсоединить шланги вентиляции картера от штуцеров на крышке клапанов, ослабив хомуты их крепления.
2. Отсоединить разъемы проводов от катушек зажигания.
3. Снять наконечники со свечей зажигания с уплотнителями и проводами высокого напряжения.
4. Освободить из скоб и отвести жгут проводов от крышки клапанов.
5. Снять крышку клапанов с прокладкой, уплотнителями свечных колодцев, катушками зажигания и высоковольтными проводами в сборе, вывинтив восемь болтов (головка "12", удлинитель и вороток). Болты, шайбы и скобы для жгута проводов оставить в отверстиях крышки.
6. Установить поршень 1-го цилиндра в ВМТ такта сжатия, повернув коленчатый вал по ходу вращения (по часовой стрелке) до совпадения метки на шкиве-демпфере коленчатого вала с ребром-указателем (в виде прилива) на крышке цепи.
Внимание! Вращение коленчатого вала против часовой стрелки недопустимо.
При этом кулачки распределительных валов 1-го цилиндра и метки на звездочках распределительных валов должны располагаться согласно схемы:
1 — метка на звездочке. 2 — верхняя плоскость головки цилиндров
В случае, если вершины кулачков и метки расположены внутрь, то необходимо повернуть коленчатый вал еще на один оборот. Точную установку поршня 1 го цилиндра в ВМТ можно провести с помощью индикатора часового типа, который устанавливается и закрепляется в свечном отверстии 1-го цилиндра.
7. Установить транспортир 3 (рис 7) за первым кулачком распределительного вала впускных клапанов — вид "А", расположив его между кулачком и крышкой опоры распределительного вала. Прижимая транспортир 3 к верхней ПЛОСКОСТИ головки цилиндров 5, приложить и плотно прижать шаблон 2 к поверхности первого кулачка При этом стрелка шаблона должна располагаться на метке транспортира 20°± 2°. При измерении ведущая ветвь цепи в районе верхнего успокоителя (между звездочками распределительных валов) должна быть натянута, и удерживаться в этом состоянии поворотом против часовой стрелки распределительного вала впускных клапанов ключом на "27" за четырехгранник на теле вала. При этом проворачивание распределительного вала выпускных клапанов не допускается.
А — проверка углового положения распределительного вала впускных клапанов.
В — проверка углового положения распределительного вала выпускных клапанов.
1 — кулачок впускного клапана первого цилиндра.
2 — шаблон кулачка.
3 — транспортир.
4 — кулачок выпускного клапана первого цилиндра.
5 — головка цилиндров.
6 — гидротолкатель.
Аналогично провести проверку углового положения первого кулачка распределительного вала выпускных клапанов — вид "В".
Стрелка шаблона должна указывать на метку транспортира 19°± 2°, при измерении ведущая ветвь цепи в районе среднего успокоителя (между звездочкой распределительного вала и ведущей звездочкой промежуточного вала) должна быть натянута и удерживаться в этом состоянии поворотом против часовой стрелки распределительного вала выпускных клапанов ключом на "27" за четырехгранник на теле вала. При этом проворачивание промежуточного и коленчатого валов не допускается. При этих значениях углового положения первых кулачков распределительных валов достигаются наилучшие технико-экономические показатели двигателя.
В случае, если отклонения углового положения кулачков распределительных валов превышают допустимые ± 2°, требуется корректировка фаз газораспределения.
Для этого на двигателе нужно выполнить следующие работы:
1. Снять переднюю крышку головки цилиндров, вывинтив четыре болта (ключ "12"). На двигателе мод.4063 переднюю крышку снять в сборе с топливным насосом, предварительно отведя рычаг ручной подкачки топлива вверх.
2. Снять верхний гидронатяжитель (в головке цилиндров), отвернув два болта (головка "12", удлинитель и вороток) крепления крышки гидронатяжителя, снять крышку с шумоизоляционной шайбой.
3. Снять верхний и средний успокоители цепи, вывинтив по два болта их крепления (ключ "6" для болтов с шестигранным углублением под ключ).
4. Снять звездочки распределительных валов, поочередно отвинтив болты их крепления (ключ "12"), удерживая при этом валы ключом "27" за квадрат на теле распредвала. На дв.4063.10 звездочку распредвала впускных клапанов снять совместно с эксцентриком привода топливного насоса. Цепь, снятую со звездочек распредвалов, удержать от соскакивания со звездочки промежуточного вала.
5. По установленному на звездочку кондуктору в каждой звездочке просверлить шесть дополнительных отверстий 3 (рис. О 6,1 мм с угловыми смещениями 2° 30°, 5° 00° и 7° 30° от номинального положения заводского отверстия 2, расположенного по оси симметрии одной из впадин зубьев звездочки. При этом три дополнительных отверстия, смещенные от оси симметрии впадины зубьев по часовой стрелке, плюсовые, три других, смещенные против часовой стрелки, — минусовые, если смотреть на звездочку со стороны метки 1.
ЗВЕЗДОЧКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА С ДОПОЛНИТЕЛЬНЫМИ ОТВЕРСТИЯМИ:
1 — метка.
2 — заводское отверстие.
3 — дополнительные отверстия.
Если при корректировке фаз газораспределения требуется повернуть распределительный вал (валы) по ходу его (их) вращения (по часовой стрелке), то звездочку (звездочки) необходимо устанавливать на одно из дополнительных отверстий с плюсовым смещением, расположенное справа от заводского отверстия, если — против часовой стрелки, то звездочку (звездочки) устанавливать на одно из отверстий с минусовым смещением, расположенное слева от заводского отверстия. Выбор отверстия на звездочке, с необходимой величиной смещения, производится в зависимости от величины отклонения углового положения кулачка от номинального значения. При установке звездочки на дополнительное отверстие заводская установочная метка 1 на звездочке не будет совпадать с верхней плоскостью головки цилиндров.
В качестве примера рассмотрим корректировку фаз газораспределения при показаниях стрелки шаблона 23° для кулачка впускного клапана и 16° для кулачка выпускного клапана. Данные значения углов превышают номинальные значения для впускного и выпускного кулачков на 3°, что больше допустимого отклонения ± 2°. При данных показаниях углового положения кулачков и, учитывая, что при работе двигателя распределительные валы вращаются по часовой стрелке, наблюдая со стороны шкива коленчатого вала, начало открытия впускных и выпускных клапанов будет происходить с некоторым опережением от заводских значений фаз газораспределения. Для корректировки фаз, в этом случае, необходимо повернуть распределительные валы против часовой стрелки и при установке звездочек использовать дополнительное отверстие с минусовым угловым смещением, с величиной смещения 2° 30° (первое отверстие, расположенное слева от заводского отверстия). Далее работу продолжить а следующей последовательности:
1. Провернуть ключом на "27" и установить распределительный вал выпускных клапанов так, чтобы стрелка шаблона находилась напротив метки транспортира 19°.
2. Накинуть цепь на звездочку и сориентировать ее первое дополнительное отверстие, расположенное слева от заводского отверстия, так, чтобы оно находилось перед штифтом распределительного вала, а ведущая ветвь цели (в районе среднего успокоителя) была натянута. Для установки звездочки на фланец и штифт распределительного вала слегка повернуть распределительный вал ключом за четырехгранник по часовой стрелке. После установки звездочки поворотом распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом стрелка шаблона, установленного на кулачок, должна показывать 19°± 2°.
3. Установить распределительный вал впускных клапанов так, что бы стрелка шаблона находилась напротив метки транспортира 20°.
4. Установить звездочку на распределительный вал впускных клапанов также, как звездочку распределительного зала выпускных клапанов, использую то же дополнительное отверстие. При этом при натянутой ведущей ветви цепи (в районе верхнего успокоителя) стрелка шаблона, установленного на кулачок, должна показывать 20± 2°.
5. Завинтить болты крепления звездочек (ключ "12") предварительно, установив в гнездо звездочки распределительного вала впускных клапанов эксцентрик привода топливного насоса (мод.4063).
6. Разобрать и собрать ("зарядить") гидронатяжитель, установить его в отверстие головки цилиндров, закрыть крышкой.
7. Нажав отверткой на плунжер гидронатяжителя со стороны пяты башмака, привести гидронатяжитель в рабочее состояние ("разрядить").
8. Провесить правильность установки фаз газораспределения, повернув коленчатый вал по ходу вращения на два оборота и совместив метки на шкиве-демпфере и крышке цепи.
Проверку произвести с помощью транспортира и шаблона кулачка, как описано выше. Стрелка шаблона, установленного на впускном кулачке, должна показывать 20±2°, а на выпускном кулачке -19’±2′. Если это условие не выдерживается, необходимо повторить установку фаз газораспределения.
9. Завинтить и затянуть болты крепления звездочек распредвалов окончательно моментом 5,6 — 6,2 кгс.м.
10. Установить верхний и средний успокоители цепи, ввинтив и затянув болты крепления моментом 2,0 — 2,5 кгс.м (ключ "6" для болтов с шестигранным углублением под ключ, ключ динамометрический с головкой "6").
Шлифовать (фрезеровать) ГБЦ Дэу Ланос или нет?
Задался таким вот вопросом – Надо ли шлифовать или фрезеровать ГБЦ на Дэу Ланос при каждом снятие её с двигателя? Причин, которые могу послужить поводом для снятия головки блока цилиндров достаточно: клапан прогорел, маслосъёмные колпачки пришли в негодность, прокладку пробило, течь масла между ГБЦ и блоком цилиндров (извечная болячка ланосов – залитый маслом блок цилиндров под выпускным коллектором). И что, каждый раз необходимо шлифовать ГБЦ?
Советовался со специалистами. Мнения разошлись. Кто-то рекомендовал шлифовать ГБЦ при каждом снятии. Мол, – так проблем с прокладкой точно не будет, можно даже самую дешёвую прокладку брать и всё будет ок! Другие отвечали, что ГБЦ на Ланосе следует шлифовать или фрезеровать только в случае, если головку “повело”. Прикладывать уровень к плоскости ГБЦ и, если найден зазор в 0,1мм и более, – то тогда да, головка нуждается в шлифовке. Если зазора нет, или он в пределах допустимого, – то тогда ГБЦ лучше не трогать. Ведь если ГБЦ постоянно обрабатывать, то её толщина изменяется, и по этой причине могут возникнуть проблемы с клапанами и гидрокомпенсаторами.
Кто прав? Интересно узнать ваше мнение.
И ещё! Как вы считаете какой вид обработки ГБЦ лучше – шлифовка или фрезеровка?
Понравилась статья? Поделись ею на своей странице!
Лучшие ответы
(1)
Фрезеровать обязательно: в случае перегрева ГБЦ (заметишь по характерно прилипшей прокладке к ГБЦ и блоку – деформация 100%!), после сильного коррозионного пробоя (рыжий антифриз разъедает ГБЦ). Прокладки рекомендую только брендовые (Ajusa, Victor Reinz, Elring). Брать в ответственных и проверенных местах, с которых в случае необходимости можно затребовать компенсацию или возврат, чтобы потом не ныть на форумах о подделках – хорошая прокладка на данный момент не может стоять меньше 250грн. За исключением БЦМ – все вокруг хвалят, лично не ставил, на вид и ощупь достойного качества. Что такое шлифовка ГБЦ? Никогда такое не делал, ну очистка и отмывка от старой прокладки понятно. В остальных случаях по усмотрению Специалиста По линейке: зазор в одну десятку – фрезеровка обязательно! А вообще в случае адекватной и грамотной эксплуатации, по моему опыту, головка поднимается не более 5 раз за всю жизнь авто. И фрезеровка при этом по 0,01 – 0,03 – разговор ни о чём. А всех любителей перегрева, гамноантифриза, ездунов на воде и любителей дешёвых, поддельных и Кетайских запчастей ждёт – ПОПАДАЛОВО! А это последствие КРОИЛОВА! Удачи
Ответы
4
)
Показано комментариев: 4 .
Всего: 4 .
Каждое снятие гбц должно сопровождаться шлифовкой на станке – гбц ведётся при снятии в 99%. Экономия копеечная на этой процедуре ведет к повторному снятию, шлифовке, повторной установке, новая прокладка, жидкости и двойные затраты по разборке-сборке в итоге, что на порядок дороже шлифовки. Проверено неоднократно.
Воистину скупой платит дважды
А это уже конечный результат и инструмент которым делалась работа.

Фрезеровать можно, например для удаления остатков старой прокладки. И выравнивания мелких раковин. Вот как на фото, это уже была середина процесса когда вспомнил о фотоаппарате. А фрезеровать – это уже от состояния головки, может быть перед фрезеровкой варить придётся.
Шлифовка – это обработка ГБЦ наждачным кругом, а фрезеровка – обработка резцом. Оба способа прекрасно подходят для достижения поставленной цели – выравнивания плоскости головки. Главное, чтоб у мастера руки были прямые и оборудование исправно, и настроено.
По первому вопросу, полностью соглашусь с АндрейСенс – на прокладке и антифризе лучше не экономить. Потому что, такая экономия обычно боком выходит.
Единственное о чём не было сказано, так это о болтах ГБЦ! Эти болты при затяжке тянутся и повторное их использование довольно рискованное мероприятие. Поэтому, правильно решение при снятии и установке ГБЦ – это покупка фирменной прокладки и НОВЫХ болтов головки блока цилиндров.
Иван, благодарю за поддержку и дельное дополнение. Про болты забыл написать. Кстати на днях впервые с покупки авто подымал голову на Ланосе 1.5 – болты остались в допуске, их же и оставил, всё в норме авто в бою, повезло наверное:) По шлифовке: это в смысле берёшь головку и елозишь по заведомо проверенному наждачному кругу? Ну на любителя, скажем так если есть возможность и желание фрезернуть – обязательно фрезерни! Ну а – нет, так – нет. В моём городе фрезеровка стоит 300 – 400 рублей (деньги адекватные) Думаю рекомендации Ивана и мои были исчерпывающими!
Как делается шлифовка головки блока цилиндров своими руками

Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
 Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
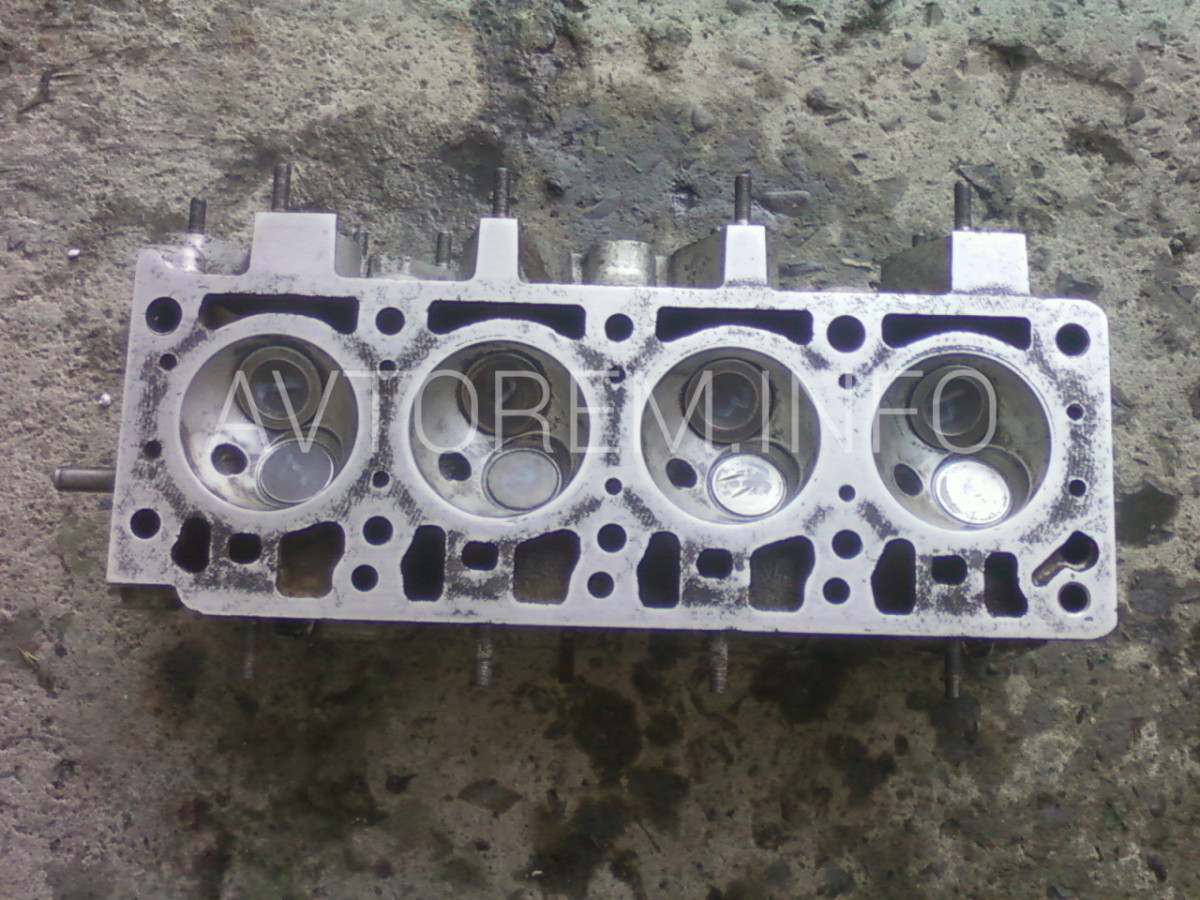
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать

Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
 Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока

Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.

Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.

Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.

Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.

На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.

Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.

Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Обязательно ли шлифовать головку при замене прокладки
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Читайте в этой статье
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
 Шлифовка головки блока цилиндров (ГБЦ) — не самый простой процесс, с которым приходится сталкиваться либо при капитальном ремонте мотора, либо при его серьезной модернизации. При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
Шлифовка головки блока цилиндров (ГБЦ) — не самый простой процесс, с которым приходится сталкиваться либо при капитальном ремонте мотора, либо при его серьезной модернизации. При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм. Также в корпусе ГБЦ частично находится камера сгорания и проходят различные компоненты с техническими жидкостями — смазкой и антифризом.

Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
В каких случаях требуется шлифовка головки блока цилиндров
Если ГБЦ неплотно прилегает к блоку цилиндров, это ведет к проблемам в работе двигателя. Проявляться проблемы могут:
- Снижением мощности двигателя;
- Утечкой технических жидкостей — масла, антифриза;
- Сложностями с пуском двигателя;
- Перегревом мотора.
 Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Наиболее часто повреждение головки блока цилиндров сопровождается повреждением прокладки. При прогорании прокладки возникнет прорыв газов из камеры сгорания.
Но не только при возникновении проблем в работе двигателя показана шлифовка головки блока цилиндров. Также обязательно такую работу проводят при выполнении любых сложных работ с элементами двигателя, связанными с ГБЦ. Например, шлифовка ГБЦ проводится при замене распределительного вала, прокладки, устранении дефекта гильз и так далее. То есть, всегда, когда ГБЦ снимается, лучше ее отшлифовать перед обратной установкой, тем самым максимально увеличив привалочную плоскость головки блока цилиндров и блока цилиндров.
Также шлифовка ГБЦ может проводиться с целью увеличения мощности двигателя, когда речь идет о тонком тюнинге мотора. Уменьшение высоты головки блока позволяет повысить степень сжатия.
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
 Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине). Линейка прикладывается к нижней плоскости диагонально, а щупы вставляются в зазоры, присутствующие между поверхностью ГБЦ и приложенной линейкой;
Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине). Линейка прикладывается к нижней плоскости диагонально, а щупы вставляются в зазоры, присутствующие между поверхностью ГБЦ и приложенной линейкой;- Если в результате замеров были обнаружены неровности, проводится проверка ГБЦ на наличие крупных трещин. Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
- Далее начинается поиск микротрещин. Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
- Обнаружив микротрещины, которые можно устранить, необходимо это сделать, перед тем как приступать к шлифовке;
- Далее наступает сам процесс шлифовки. Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.

Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ.
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
Подписаться на тему
Уведомление на e-mail об ответах в тему, во время Вашего отсутствия на форуме.
Подписка на этот форум
Уведомление на e-mail о новых темах на форуме, во время Вашего отсутствия на форуме.
Скачать/Распечатать тему
Скачивание темы в различных форматах или просмотр версии для печати этой темы.
После шлифовки гбц какую прокладку ставить
Здравствуйте! OPEL ZAFIRA, 2007 г.в. пробег 159000 км, двигатель Z18XER. Перегрел. Подскажите пожалуйста, после расточки ГБЦ на 0,19 и блока на 0.15, какую прокладку ГБЦ надо ставить? Или еще какие то варианты есть? Спасибо.
В дизельный двигатель устанавливается прокладки головки блока цилиндров различной толщины. Их толщина зависит от того, имеют ли технологические отклонения вверху или внизу используемые в данном двигателе поршни. Так как прокладка головки блока цилиндров располагается между блоком цилиндров и головкой блока, то возможно с помощью выбора ее толщины варьировать высоту камеры сгорания и таким образом выровнять различающуюся высоту поршней. Толщина прокладки задается числом маленьких дырочек или насечек на стороне прокладки. показанной на рис. Дырочки или насечки видны снаружи на уже установленной головке блока.

Если на двигателе заменяется лишь головка блока цилиндров или старая головка снимается и затем устанавливается, то Вы можете купить новую прокладку просто по образцу старой, т.е. с тем же числом дырочек или насечек. Если заменяются детали поршневой группы (коленчатый вал, шатуны, поршни) или же блок цилиндров заменяется полностью, необходимо заново замерить выступание поршней. Это показатель того, насколько выступают поршни над блоком цилиндров. Согласно таблице подбирается нужная прокладка.
Шлифовка головки блока цилиндров в гаражных критериях
Хорошего времени суток, почетаемые автомобилисты! Вероятнее всего, вам не является секретом тот факт, что головка блока цилиндров является очень специфичной частью мотора автомобиля. Все системы и детали ГБЦ очень плотно сплетены вместе, а какая-либо неисправность деталей, обычно, является следствием более важного недостатка в ГБЦ.
К примеру, если вы нашли, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, кроме конкретно замены прокладки ГБЦ, безотступно рекомендуется отыскать причину того, почему произошел пробой прокладки.
А причина может быть до очевидного ординарна – даже малозначительный перегрев мотора либо случайное попадание на него воды, может стать предпосылкой деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, нужно провести полную дефектовку состояния головки блока. И полностью возможно, что предпосылкой пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В данном случае для вас без оговорок, пригодится фрезеровка либо по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, зачем нужна шлифовка головки блока цилиндров, ну и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до нужных характеристик привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в 2-ух случаях. 1-ый, не особо животрепещущий для среднего водителя – это тюнинг мотора. Для роста степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии горючего неплохого свойства. Другими словами этот вариант можно бросить для более фанатичных сторонников конфигурации характеристик мотора.
Читайте
2-ой вариант, когда в неотклонимом порядке проводится шлифовка головки мотора – это ремонт ГБЦ. Ремонт в любом виде, или для вас пригодилось поменять прокладку, или вы решили поменять либо отремонтировать распредвал. Не ограничивайтесь конкретно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей незначительно времени, для того, чтоб чуток позднее вновь не начинать ремонт ГБЦ.
Нужно ли шлифовать плоскость блока цилиндров. 79283781177
доказывается необходимость шлифовки плоскости блока.
Вот почему необходимо шлифовать головки блока (особенно под металлопакет)
Обычный метод притирки головки в домашних критериях!
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, с помощью железной линейки и набора щупов. Линейка попеременно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который заходит в зазор меж линейкой и плоскостью головки. Способ дальний от четких величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое увлекательное, конкретно около тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите самую большую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы на сто процентов будете убеждены в том, что корпус ГБЦ не имеет трещинок. Можно испытать выискать эти самые трещинкы своими силами, к примеру с помощью красящего вещества.
Читайте
На кропотливо очищенную поверхность головки наносится краска, через 5 минут удаляется и вы сможете созидать трещинкы. Несовершенство этого способа в том, что навряд ли вы увидите микротрещины, либо те трещинкы, которые пошли вовнутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на плотность проводится в особом устройстве, где корпус головки греется, и трещинкы демонстрируют себя с помощью давления и воздушных пузырьков в воду ванной, где расположена головка блока. И только после устранения найденных трещинок блока, можно приступать к шлифовке головки мотора.
Шлифовка головки блока цилиндров
Шлифовка головки для вас навряд ли получится своими руками, потому что делается на особом фрезерно-шлифовальном станке. Разработка для вас не должна быть увлекательной, но… некие аспекты вы должны знать, чтоб позже применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего мотора, должен указывать наивысшую (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу мотора.
Лучше, чтоб вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые числа производителя. Это необходимо для того, чтоб подобрать прокладку соответственной толщины. И, если пригодится укорачивать клапана, то необходимо знать на сколько.
Не стоит экспериментировать с движком. Если при шлифовке будет превышен наибольший припас, озвученный производителем, то придётся произвести подмену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки испытанную на плотность и отшлифованную ГБЦ, вы тихо сможете устанавливать её на место.
Фортуны для вас при проведении операции по шлифовке головки блока цилиндров.
Все о прокладке головки блока цилиндров и ее замене
Прокладка головки блока цилиндров (ГБЦ) предназначается для уплотнения плоскости между блоком и головкой. Также она поддерживает внутри масляной системы требуемое давление, не позволяя маслу и охлаждающей жидкости просачиваться наружу. Менять прокладку нужно при любом вмешательстве в данную часть двигателя, то есть ее можно считать одноразовой, ведь при повторной установке существует высокий риск нарушения герметичности соединения.
Замена прокладки головки блока цилиндров выполняется специалистами любой СТО, но стоит эта услуга будет в среднем около 8000 рублей. Сама деталь обойдется вам в сумму от 100 до 1500 и больше рублей в зависимости от качества изделия и модели автомобиля. То есть самостоятельно ее заменить получится гораздо дешевле, а процесс это хоть и трудоемкий, но не критично сложный.
Типы прокладок
Сегодня широкое распространение получили три основных вида прокладок ГБЦ:
- безасбестовые, которые в процессе эксплуатации практически не изменяют первоначальную форму и быстро ее восстанавливают после незначительной деформации;
- асбестовые, довольно упругие, эластичные и выдерживающие самые высокие температуры;
- металлические, которые считаются наиболее надежными, эффективными и долговечными.

Асбестовая прокладка ГБЦ
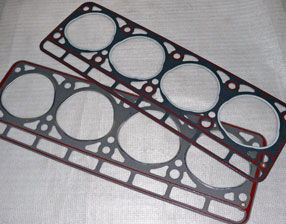
Безасбестовая прокладка ГБЦ

Металлическая прокладка ГБЦ
Когда нужно менять прокладку ГБЦ?
Конкретного гарантийного срока, по истечении которого обязательно требуется замена прокладки головки, в принципе не существует. Срок службы данного изделия зависит от модели и общего состояния двигателя автомобиля, способа вождения и других факторов. Но существует ряд явных признаков, свидетельствующих о том, что прокладка перестала полноценно выполнять свои функции:
- появление моторного масла или охлаждающей жидкости в зоне соединения на стыке блока с головкой;
- появление инородных светлых примесей в масле, что говорит о проникновении в масляную систему охлаждающей жидкости через прокладку;
- изменение характера выхлопа при прогреве двигателя, что свидетельствует о проникновении охлаждающей жидкости в цилиндры; в бачке с охлаждающей жидкостью.
Это наиболее распространенные признаки износа или дефекта прокладки ГБЦ. Кроме того, ее замена в обязательном порядке требуется при полном или частичном демонтаже головки блока цилиндров.
Замена прокладки
Самостоятельная замена прокладки головки блока цилиндров не является слишком сложным делом, но поскольку это важная деталь, делать все здесь нужно тщательно и аккуратно. Выполняется вся работа в несколько этапов:
1) Отсоединение всего навесного оборудования, трубопроводов и прочих деталей, мешающих снятию головки блока цилиндров.
2) Очистка болтов крепления головки от масла и грязи, чтобы обеспечить удобство и безопасность работы ключом.
3) Откручивание болтов крепления, причем начинать следует от середины, за один раз проворачивая каждый болт не более чем на один полный оборот, чтобы гарантированно снять напряжение.
4) Снятие головки блока и удаление старой прокладки.

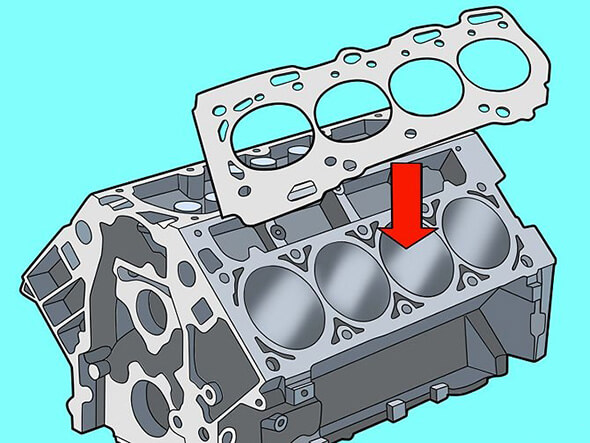
5) Очистка посадочного места и установка новой прокладки ГБЦ, причем она должна сесть на все направляющие втулки и соответствовать размеченным центровочным пазам.
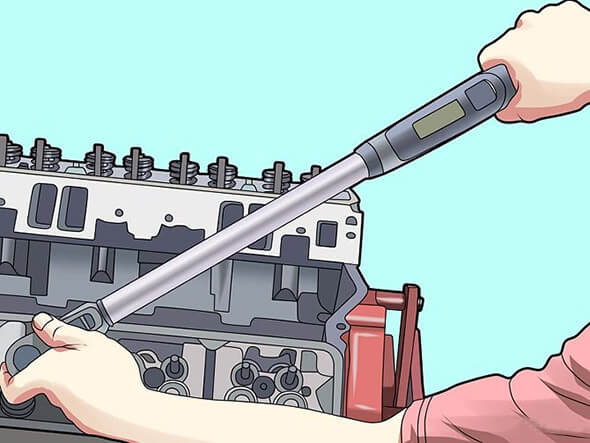
6) Установка головки на место и затяжка болтов, которая выполняется исключительно динамометрическим ключом и только по схеме, приведенной производителем для вашей модели автомобиля, поскольку важно, чтобы болты были закручены точно с оптимальными для вашего двигателя параметрами затяжного момента.
Когда двигатель собран, можно установить и подключить обратно все навесное оборудование. В первые дни следует понаблюдать, нет ли признаков дефекта прокладки, описанных в перечне выше.



