Притирка клапанов ваз 2106
Притирка клапанов двигателя. Как правильно сделать?
Притирка клапанов ответственный этап ремонта двигателя. Расскажем какие инструменты необходимы и как правильно сделать притирку клапанов и проверить качество.
Инструменты для притирки клапанов
Притирочная паста для клапанов.

Основное, что нужно купить — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик притирочной пасты за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла на клапанном гнезде.

Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше , далее притирка.
Новые клапана.
Новые клапана не всегда нужны. Если обнаружили, что они несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в «авто запчасти» и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент для притирки клапанов.
Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки не совершать круговые движения, а имитировать работу клапана вперед и назад.
Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени.
Процесс притирки клапанов двигателя
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
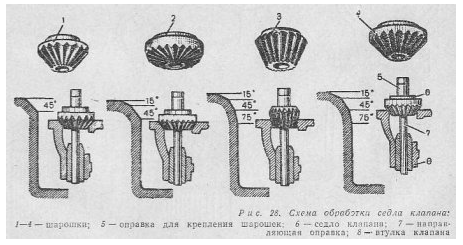
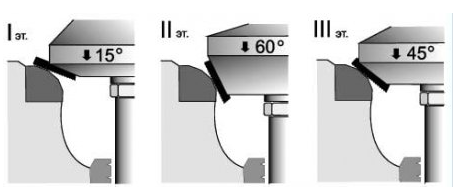
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90…100°.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
Методы проверки качества притирки
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.

Еще одной деталь — является использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно «доведет его под себя». Можно потратить уйму сил, обеспечить абсолютную герметичность, однако через пару часов работы мотора уплотнение клапанов ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность клапанов улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до некого оптимального состояния. Поэтому «выделывания» с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
Регулировка зазоров клапанов ВАЗ 2106
В любом четырехтактном двигателе внутреннего сгорания присутствуют такие детали, как клапаны. Этот важный элемент системы газораспределения автомобиля обеспечивает своевременный впуск топливно-воздушной смеси в камеру загорания и выпуск отработанных газов в атмосферу. От их правильной регулировки зависит результативность работы мотора, его мощность, экономичность и экологические показатели.

Для чего нужна регулировка клапанов
Клапанный механизм на ВАЗ 106 приводится в движение кулачками распределительного вала, нажимая в заданный момент на коромысло или рокер. Они в свою очередь надавливают на стержень клапана, обеспечивается доступ топливной смеси в камеру сгорания. Между рокером и кулачком распредвала предусмотрен тепловой зазор, поскольку тарелка клапана нагревается выше 300 Со, вызывая удлинение стержня и, соответственно, изменение расстояния между кулачком и коромыслом.
В процессе работы клапанного механизма происходит непрерывный контакт между движущимися деталями. Это приводит к естественному износу всех трущихся поверхностей, несмотря на наличие смазки. При изнашивании рокера и кулачка распредвала изменяются их геометрические размеры, что в свою очередь приводит к увеличению зазора между ними. Как следствие, имеем повышенный шум работы двигателя, особенно в момент пуска.
Поэтому к материалам трущихся деталей газораспределительного механизма предъявляются высокие требования по износостойкости. Но, учитывая опыт эксплуатации автомобилей ВАЗ, целесообразно производить настройку зазоров регулярно, в соответствии с регламентом завода. В ходе работ надо строго выполнять инструкции изготовителя, поскольку перетяжка или установка недостаточных щелей приводит к неприятным последствиям.
При выходе двигателя на рабочий температурный режим маленький зазор может стать причиной неполного закрытия клапана, что приведет к снижению компрессии и потери мощности двигателя.
В такой ситуации в режиме воспламенения горящая топливная смесь устремится в коллектор. Температура тарелок становится критической, что вызовет прогорание их и коллектора. Но если этот прогоревший агрегат сменить или заварить достаточно легко, то замена клапанов ВАЗ 2106 выльется в значительные временные и материальные затраты. А установка нового комплекта потребует притирки клапанов на ВАЗ 2106 их к седлам, чтобы обеспечить герметичность камеры сгорания.
Признаки необходимости регулировки
Настройка клапанов на ВАЗ 2106 должна производиться регулярно в силу износа всех трущихся деталей ГРМ, кулачков, рокеров и верхней части стержня клапана. Обычно это делается каждые 40–50 тысяч км пробега. Тем не менее бывает, что возникнет необходимость регулировки и на ранних стадиях. Причиной тому будет использование низкокачественных материалов или нарушением режима термообработки при их изготовлении. Увеличение теплового зазора приводит к появлению характерного металлического стука в верхней части двигателя, связанного с ударом кулачка по рокеру при надавливании. Особенно это ощутимо при работе холодного двигателя.
Неправильно настроенные клапаны могут вызвать серьезные последствия
Чрезмерно большой зазор дает:
Маленький тепловой зазор проявляет себя:
При появлении одной из этих неисправностей желательно не откладывать проверку зазоров до следующего технического обслуживания.
Подготовка автомобиля к регулировочным работам
Регулировка клапанов на ВАЗ 2106 хотя и требует определенных навыков, но вполне может быть сделана автолюбителем своими руками. Для выполнения работ необходимо запастись:
- штатным руководством по эксплуатации и обслуживанию автомобиля;
- фирменным щупом толщиной 0,15 мм;
- двумя рожковыми ключами на 17 и на 13;
- штатной вазовской отверткой;
- торцевым ключом 8х10.
Перед началом работы желательно помыть двигатель, в т. ч. и подкапотное пространство. Это нужно сделать во избежание попадания грязи и пыли на механизм ГРМ. Если регулировочные работы проводятся в зимнее время, то их следует выполнять в закрытом теплом помещении и при температуре двигателя порядка 20 Со. Это связано не только с комфортными условиями работы, но и с зависимостью величины теплового зазора от температуры двигателя или ГРМ.
Если представить изменение зазора от температуры в виде графика, то становится понятно, что рекомендуемая заводом изготовителем величина теплового зазора 0,15 мм устанавливается при 20 градусах, т. е. на холодном двигателе, и 0,20 мм при рабочей температуре мотора 80 градусов по Цельсию. Величина зазора выпускного клапана будет примерно на 30 % больше, чем впускного.

Зависимость величины теплового зазора впускного клапана от температуры двигателя
Процесс регулировки клапанов на ВАЗ 2106
Выполнив необходимый комплекс подготовительных операций, можно приступать к регулировочным работам. Порядок следующий.
- Установить автомобиль на ровной площадке, поставить нейтральную передачу, отсоединить все патрубки, подходящие к корпусу воздушного фильтра, демонтировать корпус воздушного фильтра, отвинтив четыре гайки крепления к карбюратору.
- Теперь необходимо снять тросик акселератора и воздушной заслонки (подсоса), шланг бензопровода и крышку распределителя зажигания (трамблера). Для облегчения прокручивания маховика желательно выкрутить свечи, но не обязательно. Затем можно снять клапанную крышку отвинтив гайки ее крепления к головке блока.
- Следующий этап работы – это выставление верхней мертвой точки ВМТ. Убедившись, что цепь натянута в соответствии с регламентом, поворачиваем ключом шкив коленвала до совпадения метки на звездочке распредвала с меткой на его корпусе. При этом метка шкива коленвала должна так же совпадать с меткой на блоке двигателя. Такое положение коленвала будет соответствовать такту сжатия в 4-м цилиндре.
- При этом нужно регулировать 8-й и 6-й клапаны четвертого и третьего цилиндра соответственно. Регулировка осуществляется следующим методом: щуп толщиной 0,15 мм вставляется в зазор между кулачком и рокером. В случае свободного движения щупа в зазоре или невозможности его вставить необходимо ослабить контргайку регулировочного болта. Затем, отвинчивая или завинчивая регулировочный болт, добиться нужного значения зазора. При правильно установленном зазоре щуп вставляется с небольшим усилием и двигается с характерным скрипом. В таком положении необходимо завернуть контргайку, удерживая регулировочный болт от проворачивания.
- Очередной шаг – это поворот коленвала на 180 градусов. При этом регулировке подвергаются клапаны 7 и 4, в соответствии с предыдущим алгоритмом.
Последовательность регулировки остальных клапанов при различных углах поворота коленвала осуществляется по схеме, приведённой на рисунке.

Последовательность регулировки тепловых зазоров при различных углах поворота коленвала
Закончив регулировку всех клапанов, следует собрать демонтированные детали в обратном порядке. Как видите, устранить неисправности автолюбитель может самостоятельно, но надо иметь определенные навыки. Попробуйте сделать это, используя предложенную нами методику и заводской регламент.
Тепловые зазоры клапанов существенным образом влияют на эффективность работы двигателя, его мощность, динамику, экономические показатели. Поэтому необходимо внимательно следить за функционированием мотора. Возникновение характерных металлических стуков, потеря приемистости, увеличение расхода топлива и другие признаки должны быть приняты во внимание и устранены в кратчайшие сроки.
Притирка клапанов: как правильно выполнить?
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.

Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка — как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки — с их помощью можно уточнить степень разгерметизации клапанной системы.
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких‐либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана — паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов — от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты — тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене — от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.

Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером‐любителей наибольшей популярностью пользуется электродрель для притирки — из‐за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки — приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» — детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах — рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс — отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия — это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов — сначала крупнозернистой пастой, затем средне‐, а в конце провести финишную обработку мелкозернистым составом.
Важна практика — если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс — минимальный риск испортить клапанную систему. Но времени занимает очень много — до получаса на каждый клапан.

Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс — угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели — на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента — технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки — это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.

Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Притирка клапанов своими руками

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.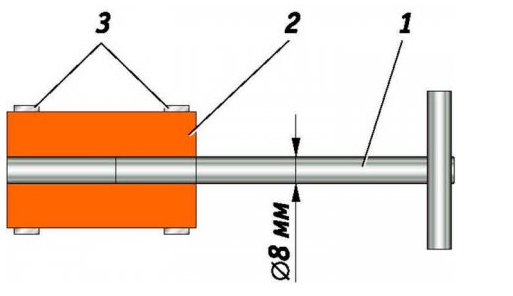
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
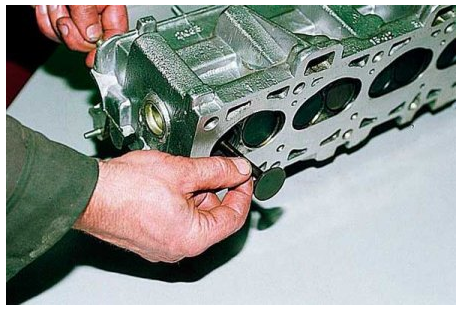
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.


После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
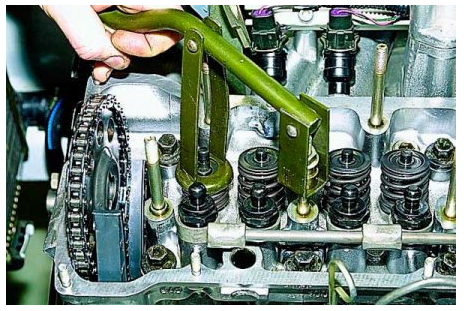
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Притирка клапанов ваз 2106

Недавно мне опять пришлось регулировать клапана… Немного поднадоели они уже, нужно заменять рокера и распредвал, наверное. Но пост не об этом, хотя вскоре появится и о замене рокеров. И так как мне пришлось в очередной раз регулировать клапана, хочу привести хорошую инструкцию, как правильно регулировать клапана на ВАЗ 2106. Стоит отметить, что в этом варианте регулировка производится с помощью щупа. Щуп – заводской вариант, но на довольно изношенных двигателях он не дает нужной точности. Другое дело регулировочная рейка.
Регулировка
Для начала приведу список инструментов, которые понадобятся для выполнения для выполнения этой работы с ВАЗ 2106.
Рожковый ключ на 13
Ключ на 17 рожковый
Набор щупов, точнее нам понадобится именно один щуп, толщиной 0,15 мм
А также еще список инструментов, необходимых для снятия клапанной крышки
Пошаговое руководство по регулировке тепловых зазоров клапанов
Прежде чем приступать к выполнению этой работы, стоить учесть, что двигатель автомобиля должен быть холодным, то есть его температура должна быть максимально приближена к комнатной. Стоит также отметить, что натяжение цепи привода ГРМ должно быть нормальным.
Первым делом нужно снять клапанную крышку. После этого выставить шкив коленвала и распредвала по меткам. Если цепь была одета правильно, то метки должны совпадать, но все равно лучше лишний раз проверить. Итак, метка на шкиве коленчатого вала должна совпадать с длинной меткой на передней крышке двигателя. Вот так все выглядит наглядно:
Специально сделал более приближенно, чтобы видно было лучше:
Теперь смотрим на звезду распредвала и там также метка на шестерне должна совпасть с выступом на крышке. Ниже на фотографии все представлено:
При таком положении коленчатого и распределительного вала поршень четвертого цилиндра находится в верхней мертвой точке (ВМТ). Именно в этот момент необходимо регулировать зазор 6-го и 8-го клапана. Если вы делаете это впервые, то имейте ввиду, что отсчет номеров клапанов ведется с левой стороны, то есть с передней части двигателя. Чтобы понять, какие именно клапан нужно регулировать в этом положении, я покажу все на пальцах, в буквальном смысле:
Теперь берем щуп толщиной 0,15 мм и вставляем его между рокером и распредвалом, ниже на фото более наглядно все это показано на примере 8-го клапана:
Если щуп проходит без усилия, значит зазор слишком большой и его необходимо сделать меньше. Если же наоборот щуп не проходит между рокером и распредвалом ВАЗ 2106, значит зазор нужно уменьшить до 0,15 мм. Регулировка зазоров осуществляется при помощи регулировочного болта и контрольной гайки следующим образом. Сначала слегка ослабляем контрящую гайку ключом на 17, а ключом на 13 уже выставляем необходимый зазор, откручивая его или наоборот закручивая.
Как только регулировочным болтом добьетесь необходимого зазора, можно закручивать контргайку. Но стоит учесть, что во время затяжки зазор может уменьшиться, так что проверьте зазор после закручивания гайки и при необходимости отрегулируйте заново.
Остальные клапан регулируются точно также, но в строго определенной последовательности, о чем подробно напишу ниже.
Порядок регулировки зазоров клапанов на ВАЗ 2106Клапана регулируются в строго определенной последовательности, как уже было сказано выше. Ниже будут представлены данные о том, насколько нужно провернуть коленвал ( в градусах) для регулировки того или иного клапана:
Совпадение по меткам (первоначальное положение) — 6-ой и 8-ой клапан.
Поворот коленчатого вала на 180 градусов — 4-ый и 7-ой клапана.
Поворот на 360 градусов — 1-ый и 3-ий клапана
Положение вала с поворотом на 540 градусов — 5-ый и 2-ой клапан.
Для удобства можно нанести на шкив коленвала свои метки, то есть поделить его на две части, сделав еще одну отметину напротив заводской.
Как установить распредвал по ссылке.
Настройка
снимается крышка головки блока цилиндров, поршень четвертого цилиндра устанавливается в положение ВМТ такта сжатия. Таким образом, достигается положение, когда шестой и восьмой клапаны полностью закрыты, а значит зазоры между нажимными кулачками и рычагами в данном случае максимальны. Отсчет кулачков необходимо вести от передней части двигателя,
щуп следует вставить в зазор у очередного регулируемого клапана так, чтобы он перемещался в зазоре с весьма ощутимым сопротивлением,
если при проверке оказалось, что зазор не соответствует норме, его необходимо отрегулировать. Для автомобиля ВАЗ 2106 регулировка клапанов осуществляется соответствующими ключами: одним ключом ослабляется затяжка контргайки, вторым — заворачивается или отворачивается регулировочный болт. Тем самым добиваются необходимого зазора. Затем затягивается контргайка. Следует отметить, что когда происходит затягивание контргайки, зазоры могут несколько уменьшится. Если это произошло, следует повторить регулировку,
регулировка клапанов двигателя осуществляется в особой последовательности. Очередность проверки клапанов следующая: 4-3, 2-4, 1-2, 3-1, 8-6, 4-7, 1-3, 5-2. При проверке следует последовательно поворачивать коленчатый вал на сто восемьдесят градусов. Величину поворота коленчатого вала удобно отслеживать по положению бегунка распределителя зажигания. У этой детали необходимо предварительно снять крышку. Затем помечается положение бегунка при установке поршня четвертого цилиндра в ВМТ такта сжатия. Коленчатый вал следует проворачивать таким образом, чтобы бегунок поворачивался на четверть оборота. Можно также использовать шайбы для регулировки клапанов.
Замена
Для выполнения конкретно это работы понадобится такой же инструмент, как и для замены маслосъемных колпачков, а именно:
рассухариватель клапанов
съемник маслосъемных колпачков
магнитная рукоятка или пинцет
ключ для отворачивания болтов ГБЦ (головка на 13 и вороток с удлинителем)
Чтобы добраться до клапана, сначала нужно рассухарить его, и извлечь маслосъемные колпачки. Когда с этим справились, осталось совсем немного. Нужно снять головку блока цилиндров, после чего с внутренней стороны вынуть тот клапан, который рассухарили:
Проблем с извлечением быть не должно, в нормальной обстановке все это вынимается без лишний усилий:
Перед установкой нового клапан необходимо его притереть, чтобы он не пропускал топливо и воздух. Сам я пока не проводил подобной процедуры, поэтому советовать в этом случае ничего не буду. Главное, чтобы при заливании керосина под клапан с наружной стороны, он не проходил в камеру сгорания.
Стучат
Причиной «номер один» можно назвать нарушение зазоров между кулачками и рычагами распределительного вала. Происходит это следующим образом — увеличивается зазор между вышеуказанными деталями, после чего кулачок начинает ударять по рокеру, в итоге в моторном отсеке начинают возникать странные звуки похожие на цокот металла о металл. Чем зазор будет больше, тем будет сильнее цокот и в последствии износ. Если все оставить как есть, ничего не предпринимать, то в конечном итоге мотор полностью выйдет из строя, перестанет заводиться и как минимум «потребует» капремонта. Величина зазора между клапанами четко регламентирована производителем силового агрегата, поэтому при малейшем отклонении необходимо выполнить регулировку клапанов учитывая параметры, установленные производителем.
Вторая, не менее распространенная причина, по которой возникает стук клапанов — слишком маленький зазор клапанов. Со временем зажатые клапана вообще перестают закрываться, что ведет к перегреву двигателя, падению показателя компрессии, и как следствие — перерасходу топлива. С целью недопущения такого поворота событий клапана рекомендуется регулировать после 10-15 тыс. км. пробега.
Стук клапанов может появляться из-за детонации двигателя. Как вы знаете, детонация — своего рода взрыв, результатом которого является волна, способная сотрясать все детали и узлы ДВС, в том числе и клапана. В результате выходит, что из-за детонации может появляться металлический цокот клапанов, хотя причина будет заключаться отнюдь не в клапанах. Признаки детонации: черный дым из выхлопной, сильная вибрация, падение мощности двигателя.
Распространенное явление, когда клапана стучат «на горячую», имеется ввиду — когда цокотят клапана после прогрева мотора. В данном случае причина может заключаться в повышенных оборотах при низком давлении масла, это может происходить опять-таки из-за увеличившихся зазоров или чрезмерного износа деталей.
Ремонт
В домашних условиях возможно выполнение следующих работ: разборка головки блока цилиндров, ее промывка и проверка, повторная сборка и доставка в службу автосервиса дилера или в специализированные мастерские для ремонта клапанов.
В службе автосервиса или в специализированных мастерских выполняются следующие виды работ: снятие пружин и клапанов, шлифовка или замена клапанов и направляющих втулок, проверка и замена пружин, стопорных колец и сухарей (по мере необходимости), замена маслоотражательных колпачков, переборка деталей клапана, проверка высоты пружины в свободном состоянии. При отклонении от плоскости превышающем норму, головка блока шлифуется.
После выполнения проверки и ремонта клапанов и их деталей опытным персоналом, головка блока цилиндров полностью восстанавливается. Перед установкой головки блока промойте ее еще раз, чтобы удалить остатки абразивного материала от шлифовки головки или притирки клапанов. При возможности продуйте все каналы и отверстия сжатым воздухом.
Проверка
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Тщательно осмотрите головки клапанов, при необходимости замените изношенные клапаны.
2. Измерьте высоту головки клапана над фаской, при необходимости замените клапан.
3. Осмотрите пружины клапанов и измерьте длину каждой, при необходимости замените пружину.
4. Проверьте, чтобы пружины были прямыми, при необходимости замените все пружины одновременно.
5. Осмотрите седла и тарелки пружин на наличие трещин и износа, при необходимости замените их.
Шлифовка клапанов
Если фаски клапанов и седла имеют незначительный износ, или устанавливаются новые клапаны на неизношенные седла, то клапаны необходимо притереть к седлам. Операция притирки выполняется следующим образом.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Нанесите небольшое количество грубой абразивной пасты на фаску седла.
2. Вставьте клапан в направляющую втулку и, поворачивая и прижимая клапан, притрите его к седлу. Для выполнения этой работы понадобится приспособление в виде трубки со вставленным внутрь отрезком резинового шланга. Притирку можно выполнять и электродрелью, вставив это приспособление в патрон. В процессе притирки периодически приподнимайте клапан для проверки результата и перераспределения притирочного материала.
3. Когда на головке клапана или на фаске седла образуется ровный, непрерывный поясок, удалите остатки грубой абразивной пасты и продолжайте притирку с мелкодисперсной пастой.
4. После притирки всех клапанов к седлам, тщательно промойте керосином места притирки для удаления остатков абразива, протрите ветошью и продуйте (при возможности) сжатым воздухом. Остатки абразива в головке блока могут вызвать усиленный износ деталей.
Следует отметить, что при излишней притирке старых клапанов расположение пояска может нарушиться и стать недопустимым, или, если производится притирка новых клапанов к старым седлам, излишняя притирка может привести к образованию «карманов».