
Восстановление цилиндров блока двигателя
Восстановление цилиндров блока двигателя

Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.




2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.



3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
При установке «Сухой» гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.


4. Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.

6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.



7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.





8. Опрессовка блока цилиндров
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.
- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
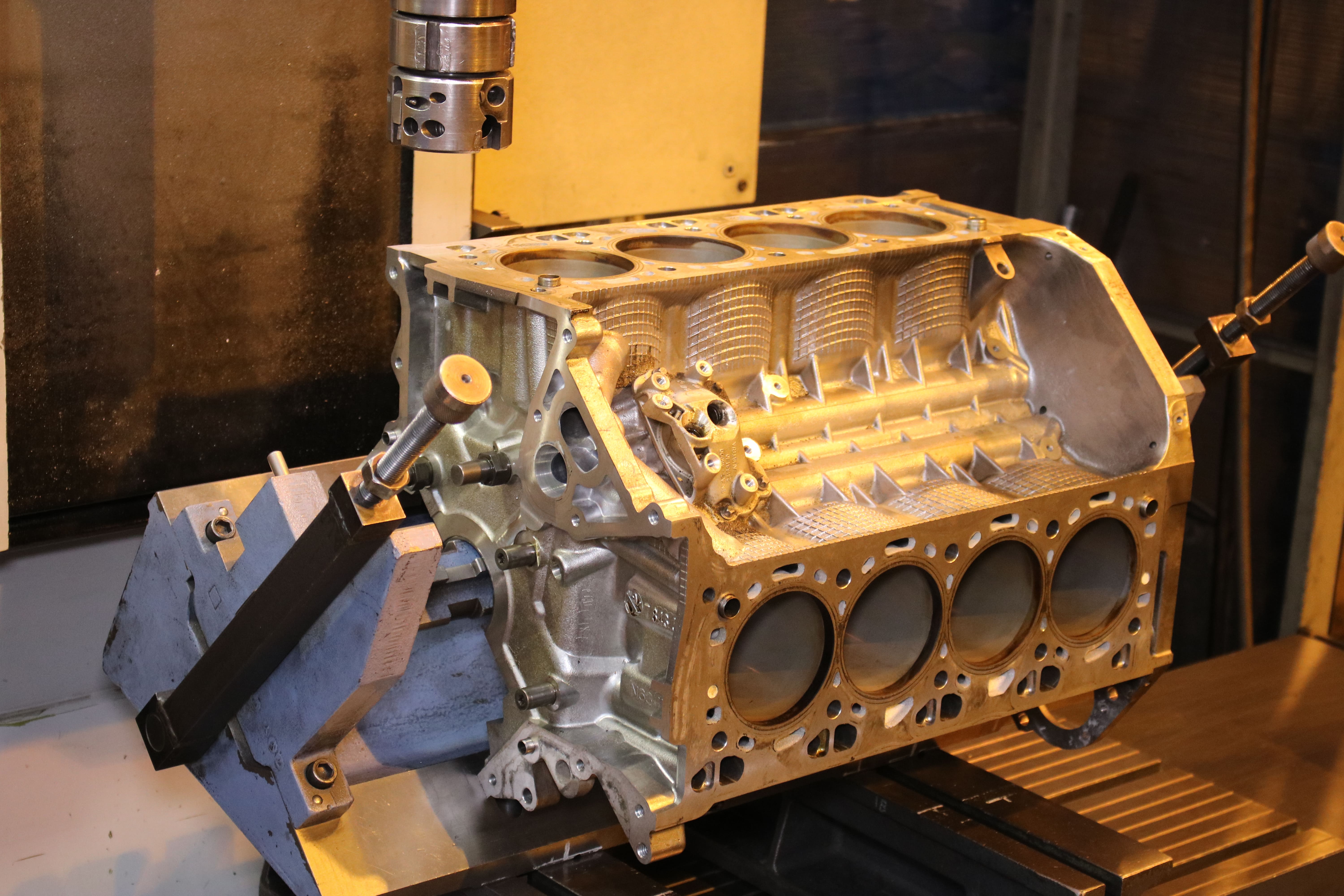
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.

На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!
Как восстанавливают двигатели с помощью сварки
Серьезные повреждения блока цилиндров или его головки — это еще не приговор для двигателя. Да, с одной стороны, проще поменять пострадавший элемент. Сейчас не проблема купить, например, новый шорт-блок (блок цилиндров в сборе). Но в некоторых случаях цена такой покупки может быть равна половине текущей стоимости самого автомобиля. Поэтому ремонт элементов двигателя с помощью сварки может стать более выгодным вариантом.
Теория и практика
С помощью сварки возможно успешное лечение трещин, восстановление стенок между цилиндрами и даже заделывание отверстия в блоке, пробитого шатуном. В каждом конкретном случае только сам мастер определяет целесообразность такого сложного ремонта и его стоимость. Ограничением является место и характер повреждения. В одних случаях успешный ремонт невозможен в принципе, а в других — очень высока цена вопроса.
Специфика сварки зависит от материала изготовления деталей. Проще всего работать с алюминиевыми сплавами — температура их плавления невысока, и металл хорошо растекается. Гораздо сложнее дела обстоят с чугуном. Для работы с ним нужны более высокие температуры и оснастка подороже.
Любые сварочные работы — это сильный локальный нагрев детали, в результате которого ее может «повести» (нарушение ее геометрических размеров). Поэтому очень опасно проводить такие мероприятия на моторе, установленном на машине, и без выходных проверок качества. Банальное приваривание какого-нибудь оторванного кронштейна при таком подходе может привести к тому, что поведет ближайший цилиндр, и поршень в нем вообще заклинит. Профессионалы очень часто сталкиваются с негативными последствиями при такой сварке в той или иной степени тяжести. Повторный ремонт гораздо сложнее для самого мастера и дороже для клиента.
Технология качественной сварки предусматривает предварительный нагрев и алюминиевых, и чугунных деталей. Элементы из легких сплавов разогревают примерно до 250ºC, а из тяжелого металла — до 350–400ºC. Можно и больше, если позволяет оборудование и терпение сварщика работать с горячей деталью. При этом последствия сильного локального нагрева сводятся к минимуму. После сварочных работ детали медленно охлаждают.
После любого вида сварки обязательна проверка геометрии деталей, например, диаметров цилиндра по всей высоте и плоскость привалочных поверхностей блока или его головки, а также их опрессовка в ванне с горячей водой. Если какие-то элементы все же повело, то их геометрию восстанавливают до заводских параметров.
Легкие сплавы
Хотя алюминиевые сплавы довольно удобны при сварке, у них есть и свои неприятные особенности, связанные с качеством литья. При работе с одной и той же деталью есть области, в которых металл плавится очень хорошо, а в других он пенится, и всплывает много шлаков и грязи. Специалисты отмечают, что зачастую это не связано с конкретным автопроизводителем.
Сварку по сплавам проводят с использованием специальной алюминиевой проволоки. Трещины вырабатывают до основания и наплавляют сверху новый металл. Крупные отверстия заделывают с помощью заплаток из высококачественного алюминия.
Стоимость работ зависит от конкретного случая, ведь трудоемкость их выполнения всегда разная. Очень сложно определить средний ценник, но можно привести грубые расчеты. Заварка пробоя в стенке между цилиндрами сегодня может стоить от 5 тыс. руб., а ремонт с помощью установки заплатки — от 7–8 тысяч. Наваривание всей привалочной поверхности для восстановления ее плоскости для рядного четырехцилиндрового блока и его головки стоит примерно от 9 тыс. руб. за каждую деталь.
Тяжелый металл
Сварка чугуна требует еще бóльших навыков от мастера. Высокая температура его плавления сильно осложняет работу и грозит тем, что металл может треснуть. Также для этого вида сварки требуется специальная дорогостоящая проволока-присадка.
Часть трещин в чугунных элементах заваривают, но иногда приходится и вырезать пострадавшую область и ставить заплатку. Окончательное решение с методом ремонта определяет сам мастер в зависимости от массы факторов. Заплатку вырезают из толстого листа стали. Дело в том, что при ее вваривании в плоскость возникают внутренние напряжения, которые грозят появлением трещин. Снять их помогает легкая деформация заплатки. Естественно, немного выгнуть без жертв чугунную деталь невозможно, а вот сталь более пластична.
Пробой стенок между цилиндрами в чугунном блоке если и заваривают, то очень редко, так как впоследствии место сварки обрабатывается резцом с большим трудом. Заплатки при таких повреждениях не ставят. Дальнейшее развитие трещин останавливают с помощью сверления отверстий в начале и в конце. Далее такой блок гильзуют по особой технологии с использованием герметика.
Наваривание привалочных поверхностей чугунных блоков и головок делают по аналогии с алюминиевыми элементами. Цена работы такая же. А вот установка заплатки обойдется дороже, так как при сварке используется дорогая присадка.
Бытует мнение, что сварка — это крайне сомнительный способ ремонта деталей двигателя с непредсказуемым результатом в плане дальнейшего ресурса и общей надежности агрегата. Но при должной квалификации мастера восстановленная конструкция прослужит не меньше, чем ее заводское исполнение и за доказательствами не надо далеко ходить. Сегодня к такой услуге прибегают многие представители автоспорта, а также владельцы ретроавтомобилей или целых музеев. В первом случае надежность сварочных работ подтверждена в суровых гоночных условиях, а во втором — высокими и уникальными требованиями, предъявляемыми специфическим заказчиком.
Ремонт блока цилиндров двигателя
Необходим ремонт блока цилиндров двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
Цены на Ремонт блока цилиндров двигателя
В таблице размещены ориентировочные цены. Чтобы узнать точную стоимость — свяжитесь с нами по телефону +7 (495) 644-22-48
| наименование | Стоимость за работу |
|---|---|
| мойка техническая | от 125 руб. |
| Мойка повторная после хонинговки | бесплатно |
| Расточка блока цилиндров с хонинговкой | от 800 руб. |
| Гильзовка блока цилиндров с хонингованием | от 1400 руб. |
| Обработка плоскости блока цилиндров | от 420 руб. |
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.


Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жестким требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.

Вставки под гильзы Komatsu 6D155
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей. Без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйные моечные машины Magido L102, Magido L190 и ультразвуковую мойку Tierra Tech MOT350. Парк моечных машин также представлен отечественным оборудованием производства компании Mizotty: автоматическая мойка АМ1400 и ручная мойка АМ 1200РМ
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенды для проверки герметичности Carmec PTR1600 и Mizotty УГ1500.
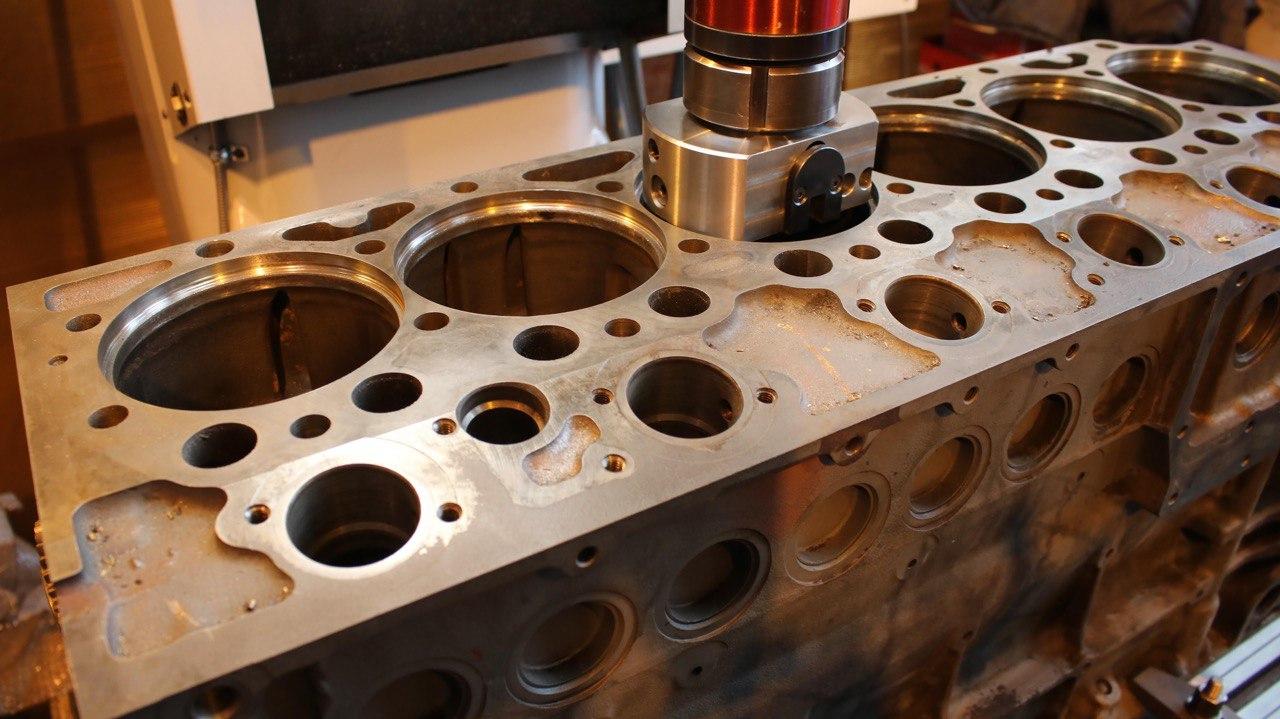
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров — это AZ VB 182М. Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок Sunnen CV-616 и Sunnen CK-21. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом оборудовании позволяет обрабатывать поверхность с наилучшим результатом.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке AZ SP1600 серии PLC. Это современный станок с элементами ЧПУ, что позволяет проводить ремонт с высокой точностью, срезать только на необходимую глубину, что несомненно сохраняет ресурс обработанной детали.
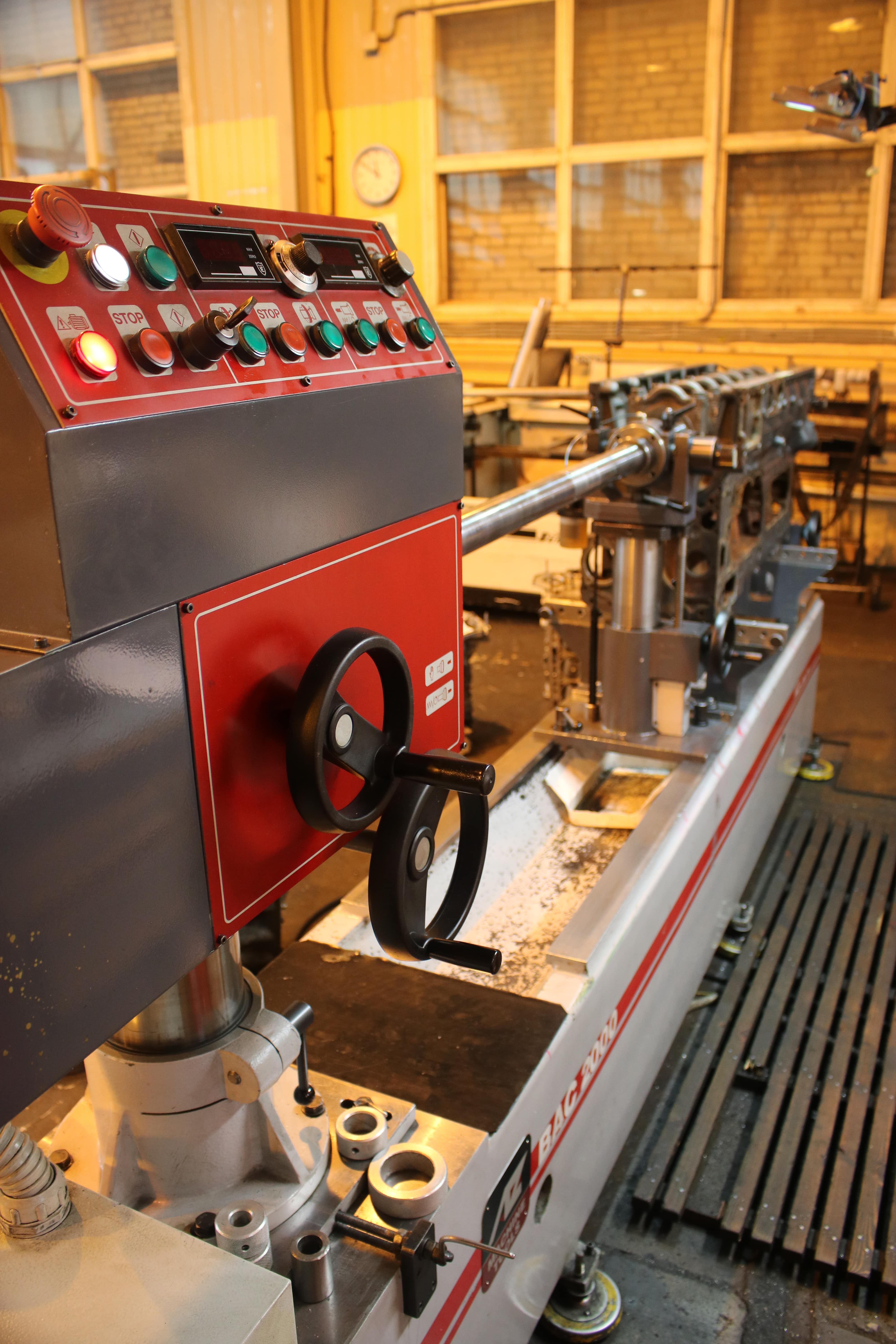
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ, производится на станке AZ BAC 2000. Этот станок успешно используется нами для ремонта постелей благодаря своей высокой точности в обработке. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди себе подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре Мотортехнология
Хонинговка блоков цилиндров в техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Ремонт блока цилиндров: как это делается

Блок цилиндров на первый взгляд может показаться деталью простой: чугунный корпус с цилиндрами — и только. Однако и здесь есть целый комплекс тонких нюансов: зеркало цилиндра, хон, плоскость плиты — а кривошипно-шатунный механизм добавляет к этому вкладыши, подшипники и кольца, где точность сборки измеряется десятыми долями миллиметра. Сегодня мы разберемся, кто смотрит в зеркало, куда вкладываются вкладыши и почему не стоит гнуть пальцы, а затем отдефектуем блок цилиндров дизельного двигателя Mitsubishi 4М41.
И так, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.

Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.

Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева. Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.

Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.

Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.

Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
Ремонт блока цилиндров двигателя: что нужно знать

Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Основные дефекты и неисправности блока цилиндров двигателя

Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя

Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
 Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.
Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
 Рекомендуем также прочитать статью о том, для чего нужна и как выполняется шлифовка головки блока цилиндров. Из этой статьи вы узнаете о неисправностях, которые приводят к необходимости шлифовать ГБЦ, а также какие нюансы необходимо учитывать в рамках выполнения данной процедуры.
Рекомендуем также прочитать статью о том, для чего нужна и как выполняется шлифовка головки блока цилиндров. Из этой статьи вы узнаете о неисправностях, которые приводят к необходимости шлифовать ГБЦ, а также какие нюансы необходимо учитывать в рамках выполнения данной процедуры.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.

Для чего в блок цилиндров устанвливается гильза. Преимущества и недостатки гильзованных моторов, блоки из алюминиевых сплавов, особенности, ремонт.

Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.

Что такое дефектовка двигателя и в каких случаях необходимо выполнять дефектовку мотора. Особенности проведения дефектовки силового агрегата, рекомендации.

Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.

Как определить, когда двигателю нужно делать капитальный ремонт: ресурс мотора, основные признаки скорого капремонта. Как выполняется ремонт ДВС, советы

Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.



