
Сварка чугунного блока двигателя
Сварка чугунного блока двигателя
Для сварщика, при ремонте изделий из чугуна, главное достичь максимально прочного шва, так как именно сварное соединение всегда является самым слабым местом. Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.

Электроды для сварки чугунного блока двигателя
Трещины возникают в рубашках блока охлаждения, так как она может подвергаться ударам и на нее негативно влияют процессы разморозки. В блоке также могут возникать проломы, которые получаются из-за разрушения гильзо-поршневой группы. Сначала может сложиться впечатление, что поломку можно заделать легко, но на самом деле это не так. Особенности свойства чугуна выдвигают дополнительные требования к технологии сваривания. Здесь также возникает большая ответственность, так как неправильными движениями можно испортить весь блок. Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.

Сварка чугунного блока двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.

Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.

Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Выполняем сварку чугунного блока двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
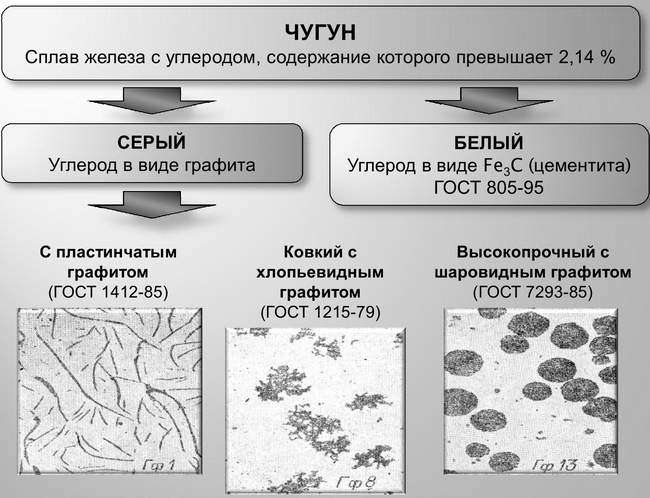
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Технология и методы сварки блока цилиндров из чугуна
Потребность в сварке блока цилиндров возникает при появлению на нем трещин. Большое количество блоков изготавливается литьем чугуна. Чугун достаточно прочный и твердый материал, хорошо поддается литью и имеет низкую температуру плавления по сравнению со сталями. Отрицательной стороной материала является хрупкость и низкая вязкость. В связи с этим наиболее часто встречающейся неисправностью блоков является появление трещин.
- Подготовка блока цилиндров к сварке
- Методы сварки блока цилиндров
- Сварка горячим методом с нагревом всего блока
- Холодная сварка без предварительного нагрева блока
- Видео по сварке чугунных блоков цилиндра аргонодуговым методом

Рис. 1. Блок цилиндров
Подготовка блока цилиндров к сварке
Перед проведением сварочных работ по ремонту блока необходимо его тщательно очистить от грязи, масла и других загрязнений. Выявленные на блоке трещины и несплошности необходимо пометить мелом или другим удобным способом.
Для того чтобы избежать разрастание трещин её края необходимо засверлить. Не глубокие трещины до 5 мм можно сваривать без разделки кромок. Более глубокие трещины необходимо выполнять с разделкой кромок.

Рис. 2. Сверление трещин
Отверстие необходимо делать не сквозным, а лишь до появления зазора на всем протяжении трещины. Подготовленная под сварку трещина должна напоминать соединение с V-образным скосом кромок. Это делается для того чтобы при сварке все газы и примеси содержащиеся в сварочных материалах и основном металле смогли выйти на поверхность шва.
Методы сварки блока цилиндров
Блоки цилиндров изготовленные из чугуна необходимо сваривать в соответствии с технологией сварки чугуна. Блок цилиндров можно сваривать следующими способами:
- сварка с предварительным подогревом всего блока цилиндров;
- сварка с предварительным местным нагревом в зоне сварки;
- холодная сварка без предварительного нагрева.
Сварка горячим методом с нагревом всего блока
Сварка блока цилиндров горячим методом выполняется с предварительным нагревом блока до температуры 600-700 °C. Нагрев осуществляется в печах, горнах или нагревательных ямах. Для нагрева также используют специальные кожухи из стали с тонкой прослойкой асбеста, в котором оставляют открытым место сварки, а нагрев осуществляется газовыми горелками. Предварительный подогрев позволяет сохранить механические свойства основного металла.
Сварку выполняют покрытыми электродами марки ОМЧ-1 или другими для сварки чугуна соответствующим методом. При дуговой сварке жидкий металл стараются удержать в сварочной ванне до полного заполнения разделки кромок. После сварки блок должен на протяжении длительного времени охлаждаться.
Сварка с предварительным нагревом в месте сварки используется для объемных конструкций, нагрев которых невозможен полностью из-за габаритных размеров.
Холодная сварка без предварительного нагрева блока
Существует множество методов сварки чугунных изделий без предварительного нагрева:
- ручная дуговая сварка (разработано большое количество сварочных электродов);
- полуавтоматическая сварка в углекислом газе и порошковой проволокой;
- аргонодуговая сварка;
- сварка угольным или графитовым электродом под флюсом (используются чугунные прутки).
Видео по сварке чугунных блоков цилиндра аргонодуговым методом
На следующем видео автор заваривает трещину на блоке аргонодуговым методом неплавящимся электродом.
Как заварить чугунный блок двигателя электросваркой
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
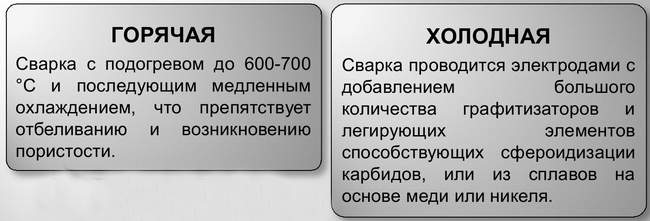
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
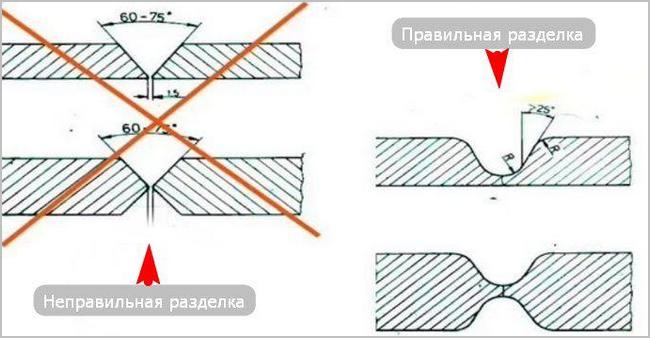
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
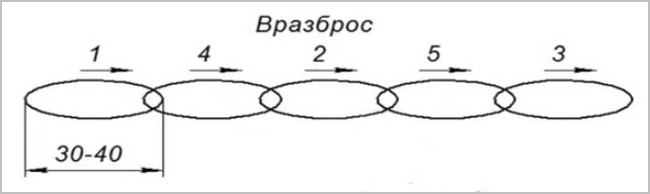
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
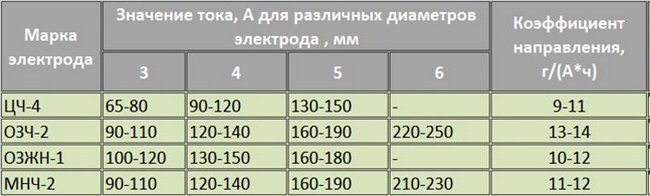
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Добрый вечер)
Сегодня закончил механическую обработку крепления МКПП. Блок заварен, ухо на месте!=)
Изначально не хотели отдавать деталь в мастерскую, поэтому пришлось искать решение для починки своими руками. Примерно неделя ушла на поиск информации, в итоге остановились на электродуговой сварке чугуна методом "по холодному". В интернете и литературе он подробно описан.
Процесс сварки чугуна очень специфический, имеет свои особенности и требуется применение специальных материалов. В моем случае необходимы специальные ферроникелевые ( FeNi) электроды. Оказалось найти их, мягко говоря, не просто…
Приведу примеры нескольких производителей: Esab (шведская промышленная компания), Kjellberg (Германия) и Zeller (Германия).
Купили: Zeller, модель 855. Универсальный ферроникелевый электрод ZELLER 855 с биметаллическим
стержнем и графитобазовым покрытием. Предназначен для сварки чугуна и чугуна со сталью без предварительного подогрева.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Универсальный электрод ZELLER 855 предназначен для сварки и наплавки, разнообразных
марок вязкого чугуна, чугуна с шаровидным графитом и ковкого чугуна, особенно
зернистого и для сварки этих материалов со сталями и литейными сталями без
предварительного нагрева.
ГОСТ: ВЧ35 ВЧ60,КЧ306КЧ554,СЧ10 СЧ35,ЧН2Х, ЧН3ХМДШDIN: GG10 GG35,GGG40 GGG60,GTS3510GTS5504,GTW3504GTW4507,GTWS3810
Идеально подходит для ремонтной сварки оснований станков, корпусов насосов, блоков
цилиндров, двигателей и корпусов коробки передач, штампов из модифицированного
чугуна.
Мы непрофессиональные сварщики, с ремонтом чугунных деталей не сталкивались, вообщем доверились рекламе и отзывам)))
Кратко об основных особенностях процесса.
Разделка (подготовка места сварки, трещины или скола) имеет U-образную форму, не должно быть острых углов. Второе, сварка выполняется короткими проходами. Третье, важно контролировать температуру в зоне сварки и не перегревать деталь. Следующий проход начинать при температуре не выше 60-80 градусов цельсия. Четвертое, максимальная длина валика (за проход) около 30мм. Мы делали примерно 15мм. Пятое, каждый валик в обязательном порядке проковывается по горячему. Это важно! Таким способом снимаются напряжения.
Еще много нюансов, о которых рассказано в описании метода "холодной сварки чугуна". Также стоит брать во внимание рекомендации производителя электродов (паспорт, руководство).
Материалы:
МШУ, диски. Напильники разной формы. Для проковки был куплен небольшой молоток и доработан следующим образом:
Потребность в сварке блока цилиндров возникает при появлению на нем трещин. Большое количество блоков изготавливается литьем чугуна. Чугун достаточно прочный и твердый материал, хорошо поддается литью и имеет низкую температуру плавления по сравнению со сталями. Отрицательной стороной материала является хрупкость и низкая вязкость. В связи с этим наиболее часто встречающейся неисправностью блоков является появление трещин.
Рис. 1. Блок цилиндров
Подготовка блока цилиндров к сварке
Перед проведением сварочных работ по ремонту блока необходимо его тщательно очистить от грязи, масла и других загрязнений. Выявленные на блоке трещины и несплошности необходимо пометить мелом или другим удобным способом.
Для того чтобы избежать разрастание трещин её края необходимо засверлить. Не глубокие трещины до 5 мм можно сваривать без разделки кромок. Более глубокие трещины необходимо выполнять с разделкой кромок.
Рис. 2. Сверление трещин
Отверстие необходимо делать не сквозным, а лишь до появления зазора на всем протяжении трещины. Подготовленная под сварку трещина должна напоминать соединение с V-образным скосом кромок. Это делается для того чтобы при сварке все газы и примеси содержащиеся в сварочных материалах и основном металле смогли выйти на поверхность шва.
Методы сварки блока цилиндров
Блоки цилиндров изготовленные из чугуна необходимо сваривать в соответствии с технологией сварки чугуна. Блок цилиндров можно сваривать следующими способами:
- сварка с предварительным подогревом всего блока цилиндров;
- сварка с предварительным местным нагревом в зоне сварки;
- холодная сварка без предварительного нагрева.
Сварка горячим методом с нагревом всего блока
Сварка блока цилиндров горячим методом выполняется с предварительным нагревом блока до температуры 600-700 °C. Нагрев осуществляется в печах, горнах или нагревательных ямах. Для нагрева также используют специальные кожухи из стали с тонкой прослойкой асбеста, в котором оставляют открытым место сварки, а нагрев осуществляется газовыми горелками. Предварительный подогрев позволяет сохранить механические свойства основного металла.
Сварку выполняют покрытыми электродами марки ОМЧ-1 или другими для сварки чугуна соответствующим методом. При дуговой сварке жидкий металл стараются удержать в сварочной ванне до полного заполнения разделки кромок. После сварки блок должен на протяжении длительного времени охлаждаться.
Сварка с предварительным нагревом в месте сварки используется для объемных конструкций, нагрев которых невозможен полностью из-за габаритных размеров.
Холодная сварка без предварительного нагрева блока
Существует множество методов сварки чугунных изделий без предварительного нагрева:
- ручная дуговая сварка (разработано большое количество сварочных электродов);
- полуавтоматическая сварка в углекислом газе и порошковой проволокой;
- аргонодуговая сварка;
- сварка угольным или графитовым электродом под флюсом (используются чугунные прутки).
Видео по сварке чугунных блоков цилиндра аргонодуговым методом
На следующем видео автор заваривает трещину на блоке аргонодуговым методом неплавящимся электродом.
Методы сварки блока цилиндров из чугуна
Блок двигателя любого автомобиля изготавливается литьем. Зачастую его неисправностью являются трещины. Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.

Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Блок двигателя внутреннего сгорания – одна из важнейших деталей современных машин. В блоке цилиндров происходит множество процессов, отражающихся на мощности и скорости автомобиля. Чугун был выбран для изготовления этой детали, потому что он имеет низкую температуру плавления. С его помощью можно создавать детали сложной конфигурации, отливая при этом мельчайшие конструкционные особенности и формы изделия.
Особенности чугуна
Чугун – необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Трещины блока цилиндров

Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Способы заделки трещин
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.
Сварка с местным нагревом. Данным способом пользуются, когда повреждения возникли на поверхности, нагрев которой не вызовет возникновения внутреннего напряжения в различных участках всего блока. Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
По окончании работ готовая поверхность опять нагревается до указанной температуры и оставляется остывать. При использовании этого метода необходимы специальные знания и высокая профессиональность производящего работу, поэтому он применяется нечасто. Сварка блока двигателя без нагрева. Такой способ используется при ремонте поверхностей, отстоящих от участков, несущих какую-либо нагрузку на такую длину, когда нагрев, происходящий при сварке, и последующее охлаждение не повлияют на их прочность.
Такая сварка может производиться газовыми горелками, электродами из стали, чугуна или цветных металлов. Трещины, возникшие в охлаждающей рубашке, лучше всего заваривать таким способом, пользуясь при этом электродами из железа и меди небольших отрезков, не превышающих 5 см. Сварка блока цилиндров из чугуна – весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Непрофессиональное производство такой работы может привести к тому, что ваш блок, который вы хотели отремонтировать, попросту расколется или треснет в другом месте.



