
Ваз замена направляющих втулок клапанов
Как проводится замена направляющих втулок клапанов на ВАЗ самостоятельно

Одним из преимуществ автомобилей, выпущенных отечественными заводами, является возможность выполнения владельцем ремонта любых узлов и агрегатов, вплоть до полной разборки двигателя. Если автовладелец принялся осваивать , то необходимо разобраться, как производится замена направляющих втулок клапанов. Процедура это в сравнении с иными манипуляция не представляет сложности, но имеет существенное значение для обеспечения работоспособности мотора.
Для чего нужна направляющая втулка клапана?
В обеспечении стабильной работы элементы головки блока играют важную роль. Особенно тщательно необходимо следить за состоянием клапанов, ведь от них зависит, насколько эффективно будет происходить заполнение горючей смесью и освобождение её от продуктов сгорания топлива. Доверена эта работа клапанам, которые своевременно открывают и закрывают просветы каналов поступления топливной смеси и выхлопных газов.
Каждый клапан имеет рабочую часть в виде диска (тарелку), которая плотно прилегает к гнезду и шток. Именно через шток тарелке передаётся возвратно-поступательное движение, необходимое для работы механизма. Для того, чтобы шток клапана двигался строго по своей оси, он помещён в специальную втулку.
Направляющие клапанов выполнены таким образом, чтобы клапан не имел возможности колебаться в стороны. Отсутствие зазора между поверхностью штока и внутренней поверхностью втулки также помогает сальнику клапана защитить камеру сгорания от попадания моторного масла. Даже с учётом того, что для клапанов и направляющих используют очень прочные сплавы, износ неизбежен. Именно поэтому периодически необходима замена втулок клапанов.
Очевидными признаками необходимости такого ремонта являются:
- попадание в камеру сгорания моторного масла (увеличение расхода масла, сизый дым выхлопа);
- характерный шум от головки;
- замена направляющих клапанов на новые;
- замена клапанов после их повреждения (особенно при искривлении штока);
- капитальный ремонт .
Готовим двигатель к замене направляющих втулок клапанов ВАЗ
Любая работа, связанная с ремонтом двигателя автомобиля требует подготовки. Особенно это важно, когда дело доходит до газораспределительного механизма. В процессе возврата мотора к жизни обойтись простым набором гаечных ключей уже не удастся. Конструкция отдельных элементов требует наличия особых приспособлений.
Замена направляющих втулок клапанов ВАЗ на всех автомобилях классической серии абсолютно одинакова из-за идентичности устройства двигателей. Для проведения этой операции необходима специальная оправка, которую можно заказать знакомому токарю или купить в магазине. Состоит она из рукоятки и рабочей части. Рабочая часть представляет собой стержень, диаметр которого чуть меньше наружного диаметра втулки, а на конце имеется более тонкая часть, которая свободно входит внутрь втулки.
Кроме этого необходимо приготовить развёртки – специальные длинные свёрла, которые позволяют довести внутренний диаметр отверстий до нужного калибра. В магазине необходимо приобрести развёртки на:
- 8,022-8,040 мм (для каналов впускных клапанов);
- 8,029-8,047 мм.(для каналов выпускных клапанов).
Кончено, замена втулок двигателя любого автомобиля возможна только, когда головка демонтирована, клапана и другие элементы ГЦБ сняты, а также выкручены шпильки у цилиндров №1 и №4 в верхней части (они мешают запрессовке втулок).
Замена направляющих втулок клапанов – действуем последовательно
Приступая к работе, головку блока цилиндров предварительно очищают от смазки и грязи. Далее её необходимо уложить на верстак с хорошим освещением. После этого следует выполнить следующие операции:
- вставляя поочерёдно оправку в отверстия старых втулок (со стороны камеры сгорания), аккуратно молотком наносим удары по её концу и выбиваем втулки;
- посадочное место втулки очищаем ветошью с бензином или растворителей, продуваем сжатым воздухом;
- втулки необходимо заранее выдержать в морозилке примерно 2-е суток для их сжатия;
- нагреваем ГБЦ на электроплитке до температуры примерно 100 градусов Цельсия (это позволит расширить посадочные каналы);
- надеваем на втулки стопорные кольца, вставляем втулки в отверстия и через оправку аккуратно забиваем до полной посадки.
Замена направляющих клапанов заканчивается доработкой отверстий втулок до необходимого диаметра. Это необходимо делать, когда головка полностью остынет. Если стержень клапана не входит в отверстие втулки, оно растачивается развёртками, которые поочерёдно используются от самого малого размера с примеркой поле каждого прохода.
Что следует знать при проведении ремонта
Для того, чтобы замена втулок клапанов ВАЗ была произведена как положено, заранее необходимо определить, где устанавливаются впускные, а где выпускные клапаны, а также подготовить втулки. Спутать их сложно. Втулка для впускного клапана короче по размеру, а на внутренней её части имеются канавки для смазки, доходящие до середины. Втулки выпускных клапанов длиннее и имеют канавки на всю длину внутренней части.
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
-
Демонтируем «клемму-минус» с АКБ.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
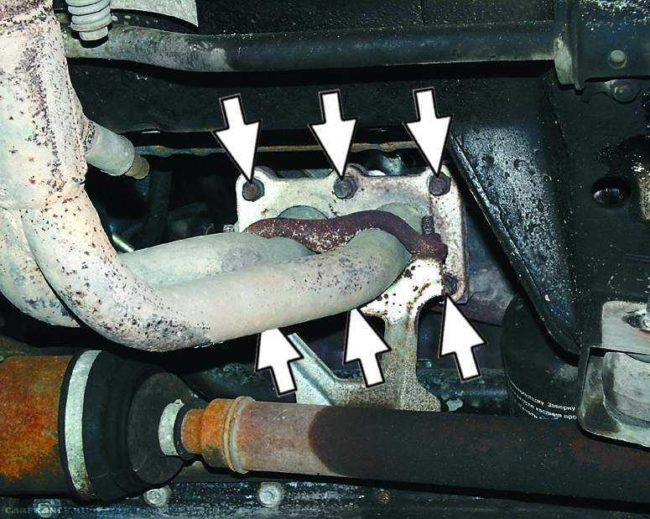
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
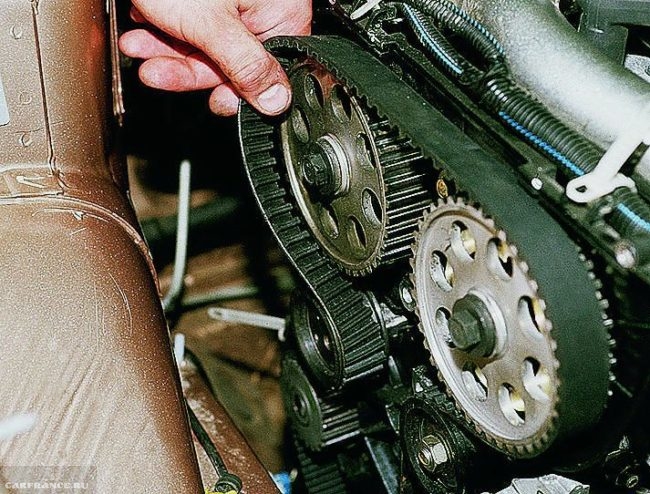
Снимаем ремень ГРМ

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
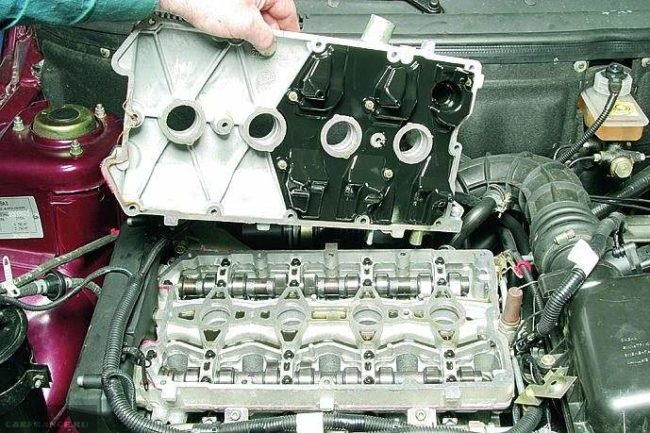
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
Демонтируем распределительные валы.
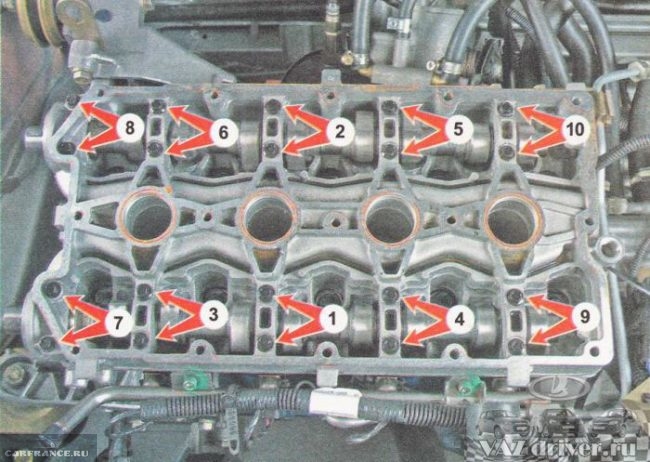
Снимаем распределительные валы с головка

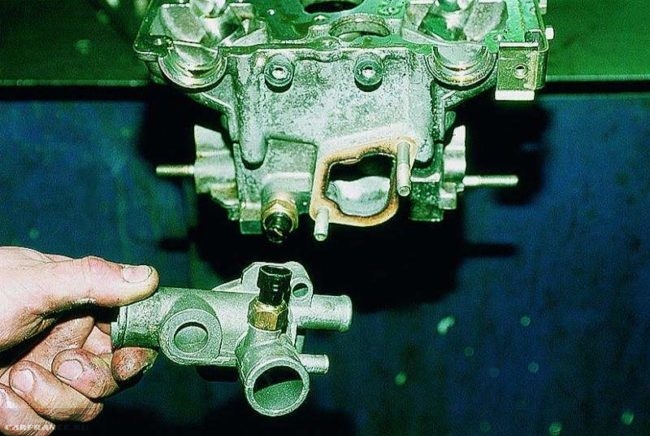
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.
Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
-
2108-1007032/33 – это стандартный набор металлических направляющих втулок производства АвтоВАЗ. Стоимость комплекта составляет 1300 рублей.

Направляющее втулки производства АвтоВАЗ

Бронзовые направляющие втулки производства ДМЗ
Видео о замене и снятии прокладки ГБЦ
Видео по снятию головки блока цилиндров, в котором пишется о процессе, нюансах и рекомендациях.
Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис. Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками.
Попалась втулка с деформацией, не знал, как быть, если бы не запасная. Обратился в сервис, так как направляющая отслужила уже порядка 230000 км, что для неё много. Никому не советую задерживать с этим, чтоб не встать посреди дороги
Хрень какая-то! Статья — о ЗАМЕНЕ втулок. При чем здесь рассказ о разборке? А о замене -3 строчки! Молотком выбивать втулки? Да они посажены на заводе с натягом до 0,12 мм (12 соток!). Тупо выколачивать, даже без нагрева — повредить посадочное место однозначно! Лучше для начала рассверлить направляющую изнутри, а уж затем выколачивать… Дальше написано: «Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм.» Каким ЗАЗОРОМ. Вообще-то втулки монтируются с НАТЯГОМ! Но, конечно, не 0,22+0.25. Получается в итоге — 0,47 мм.? Какая глупость! Надо указывать так: +0,22…+0,25. Я хотел бы увидеть, как автор забивает эти втулки с таким натягом без нагрева ГБЦ и охлаждения втулок! Похоже, он понятия не имеет о натяге и зазоре… Автор, вы хоть сами читали своё «произведение»? Но что сами меняли направляющие — сильно сомневаюсь!!
Замена направляющих втулок клапанов.
Приветствую вас дорогие читатели этого сайта. Продолжая рубрику о ремонте головки блока цилиндров, сегодня хочу показать и главное рассказать вам, как наиболее правильно произвести замену направляющих втулок клапанов. Многие механики, делают это грубым способом (с помощью молотка и зубила :)) и как правело это не обходиться без повреждений самой головки. Мы же будим использовать специальный инструмент для достижения максимального положительного результата.
И так, процесс замены направляющих практически одинаков для всех моделей марки ВАЗ. Мы же будем производить замену втулок на головке двигателя ВАЗ 21011.
Для замены направляющих втулок нужно снять пружины и клапана. Советую вам прочитать специальную статью (Замена клапанов ВАЗ.). В статье по замене клапанов Вы ознакомитесь с подробнейшей информацией как правильно проделать всю операцию.
Мы не будем выбивать направляющие специальной наставкой при помощи молотка, так как можно повредить посадочную плоскость в головке, куда запрессовывается направляющая. Могут остаться задиры или получится эллипс, что нам вообще не нужно. Для этого мы будем использовать специальный съёмник для снятия и установки направляющих втулок клапанов.

Как изготовить данный инструмент и как им работать я подробно описал в статье (Инструмент для ремонта Г.Б.Ц.).
Так как съёмник у нас универсальный, то нужно подложить под него втулку определённого размера. Втулка подбирается таким образом, что бы при установке съёмника резьбовая часть выходила из направляющей втулки клапана на два три сантиметра.
Устанавливаем съёмник и фиксируем его двумя обточенными гайками.

Можно конечно сделать и одну большую гайку, что бы уменьшить нагрузку на резьбу, но есть то, что есть.
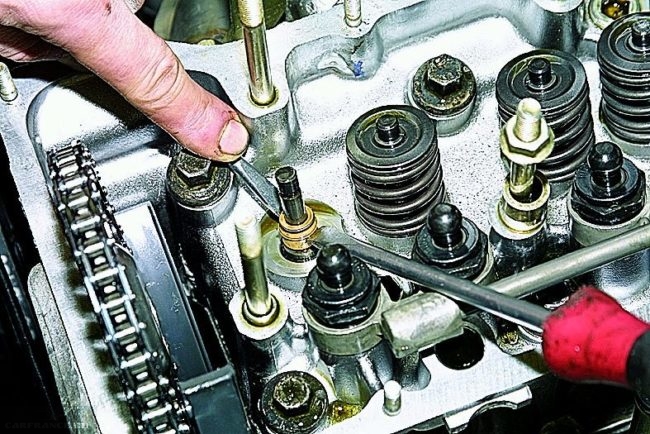
Теперь придерживая верхним ключом центральную часть съёмника, нижним впрессовываем направляющую втулку. Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу. Продолжаем выкручивать винт до полного выхода направляющей втулки.
Взяв новую втулку, обязательно обрабатываем её маслёнкой из моторным маслом, для того что бы она легче заходила на своё место.
Для запрессовки нам понадобится специальная втулка, с конической фаской, которая упирается в седло клапана. Втулки нужны две одна большего диаметра для посадочного места впускного клапана и вторая меньшего для выпускного.
Устанавливаем их вот так.
И устанавливаем сам съёмник.

Подбираем распорные втулки съёмника так, что бы при установке новой направляющей втулки резьбовая часть выглядывала два три сантиметра.
Так, как верхняя часть направляющей втулки изготовлена со специальным буртиком, нам понадобится специальная гайка, которая будет упираться в направляющую, и не повредит буртик. Чем этот буртик важен? На этот буртик крепится резиновый колпачок (сальник), и повреждение его не даст сто процентной гарантии в герметичности.
Вот так выглядит специальная гайка, которой мы поджимаем новую направляющую.
После установки специальной гайки, осталось немного резьбы на шпильке и что бы уменьшить нагрузку на резьбу, накручиваем дополнительную резьбовую втулку.
Теперь нам осталось только запрессовать втулку на своё место. Когда втулка дойдёт до своего места (на ней установлено стопорное кольцо, которое предупреждает о правильной посадке втулки на нужную величину), прокручивание станет туже, в этот момент нужно остановиться, что бы ни сломать направляющую. Разбираем съёмник и видим вот такую картину.
Всё направляющая у нас запрессована, но это как говорится ещё не всё. Теперь нужно подогнать её к нужному посадочному размеру. После запрессовки, её немного сдавило и теперь её размер меньше чем 8 мм. Для этого нам понадобится развёртка диаметром 8.00.

Устанавливаем её в направляющую и не придавливая а свободно прокручивая развёртываем отверстие.

Так же ещё раз напомню, что как пользоваться инструментом и как его выбирать я написал в специальной статье, ссылка вверху текста.
После того как развернули отверстие, его нужно продуть сжатым воздухом, что бы удалить все опилки.
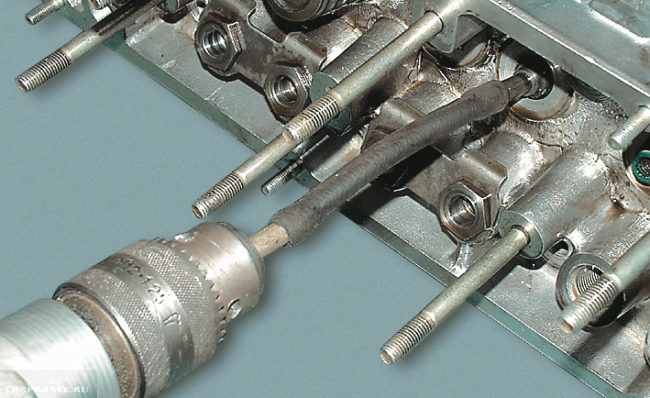
Теперь приступим к замерам. Нам нужно узнать, какой диаметр отверстия в направляющей. Потому как на развёртке написан диаметр 8 мм. А ним нужно знать, сколько получилось на самом деле. Что бы это проверить, нам понадобится индикатор внутромер.

Как показывает прибор, у нас размер получился в плюсе две сотки. Далее замеряем толщину ножки клапана. Её замеряем микрометром.

Диаметр ножки клапана оказался 7.99 мм. В принципе три сотки это нормальный зазор между ножкой клапана и направляющей втулкой.
Далее устанавливаем на место клапан и подсветив его лампой сверху тарелки мы видим совсем неприятную картину.

Мы видим, что клапан не полностью прилегает к седлу. Это означает что при каждой замене направляющей втулки клапана, теряется соосность между центром втулки и центром седла клапана. Что бы решить эту проблемку нужно подвести шарошками седло. Как правильно прошарошить седло клапана я полностью описывал в статье ( Притирка клапанов ВАЗ ).
Ну, вот и всё, теперь осталось только притереть клапана и собрать всё обратно. О притирке советую прочитать статью, на которую ссылка чуть выше.
Замена направляющих втулок клапанов и седел
Исходим из того, что трещин в головке двигателя нет, а клапанные седла имеют износ. Технологической базой для обработки седел служат направляющие втулки клапанов, поэтому их восстанавливают первыми.
В данной статье расскажем как заменить направляющие втулок клапанов и седел клапанов.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.

Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке ‘твердых’ втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет и бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок тут вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть обычно удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — это притирка клапанов. Сегодня при профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Подробнее про притирку клапанов мы писали в статье: притирка клапанов своими руками.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Ремонт головки блока цилиндров (ГБЦ)




По мнению специалистов, головка блока цилиндров принимает на себя до 50% всех нагрузок двигателя внутреннего сгорания. Именно нагрузки и перепады температур становятся основными причинами повреждений ГБЦ.
В технических центрах компании «Механика» опытные специалисты проводят весь комплекс необходимых работ по ремонту головок блоков цилиндров двигателей легковых автомобилей и мототехники (мотоциклов, скутеров, гидроциклов и т. д.).
Работы по ремонту ГБЦ проводятся в два этапа:
- На первом этапе осуществляется дефектовка головки блока цилиндров, поступившей в ремонт. Специалисты разбирают ГБЦ, проводят мойку, оценивают состояние газораспределительного механизма. При необходимости проводится опрессовка ГБЦ (проверка на герметичность). По результатам дефектовки составляется смета необходимых ремонтных работ и требующих замены запчастей, которая согласовывается с заказчиком.
- На втором этапе осуществляется непосредственно ремонт головки блока цилиндров.
Стоит отметить, что профессиональной проведенная дефектовка позволяет предложить оптимальную схему ремонта ГБЦ и сэкономить время и деньги наших клиентов.
Работы по ремонту ГБЦ в технических центрах компании «Механика» проводятся опытными специалистами на высокотехнологичном оборудовании. Наличие на производственных площадках станков с ЧПУ позволяет осуществлять работы практически любой сложности.
Стоимость услуг
Наименование работ
Цена, руб.
Ремонт ГБЦ,
полная программа
(сборка / разборка,
замена направляющих,
правка седел, притирка, МСК)
без правки старых клапанов
Для двигателей ВАЗ 2101–21083, «Таврия»
Для двигателей автомобиля «Ока»
Для двигателей ГАЗ-402, АЗЛК
Для двигателей ГАЗ-406, ВАЗ 2112
Сборка ГБЦ,
регулировка зазоров
Для двигателей ВАЗ 2108–21083
Рассухарить клапана
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Засухарить клапана
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Замена маслосъемных колпачков
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Замена направляющих втулок
клапанов (за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей автомобилей ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК
Для двигателей иномарок и мототехники (в том числе разворачивание отверстий под ремонтные клапана)
Правка седел
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-406, «Ока», «Таврия»
Для двигателей автомобилей ГАЗ-402, АЗЛК
Для двигателей иномарок и мототехники
Правка седла по спецпрофилю на станке с ЧПУ
Правка рабочей фаски старого клапана, чистка
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Притирка клапана
(за единицу)
Для двигателей автомобилей ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, «Ока», «Таврия»
Для двигателей иномарок и мототехники
Правка старого клапана перед притиркой обязательна!
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
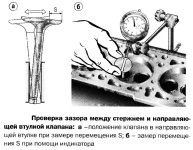
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок впускных и выпускных клапанов.
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ.

Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.



