
Ремонт коленвала шкива
Ремонт коленвала

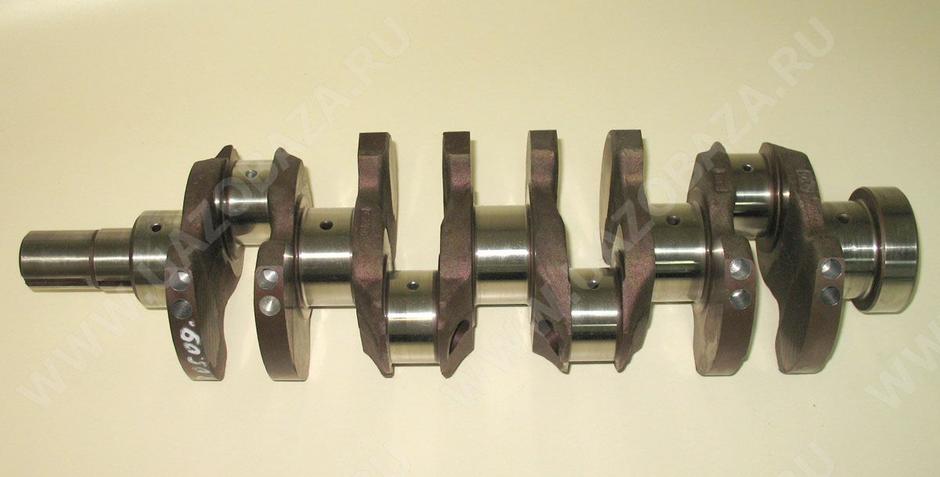
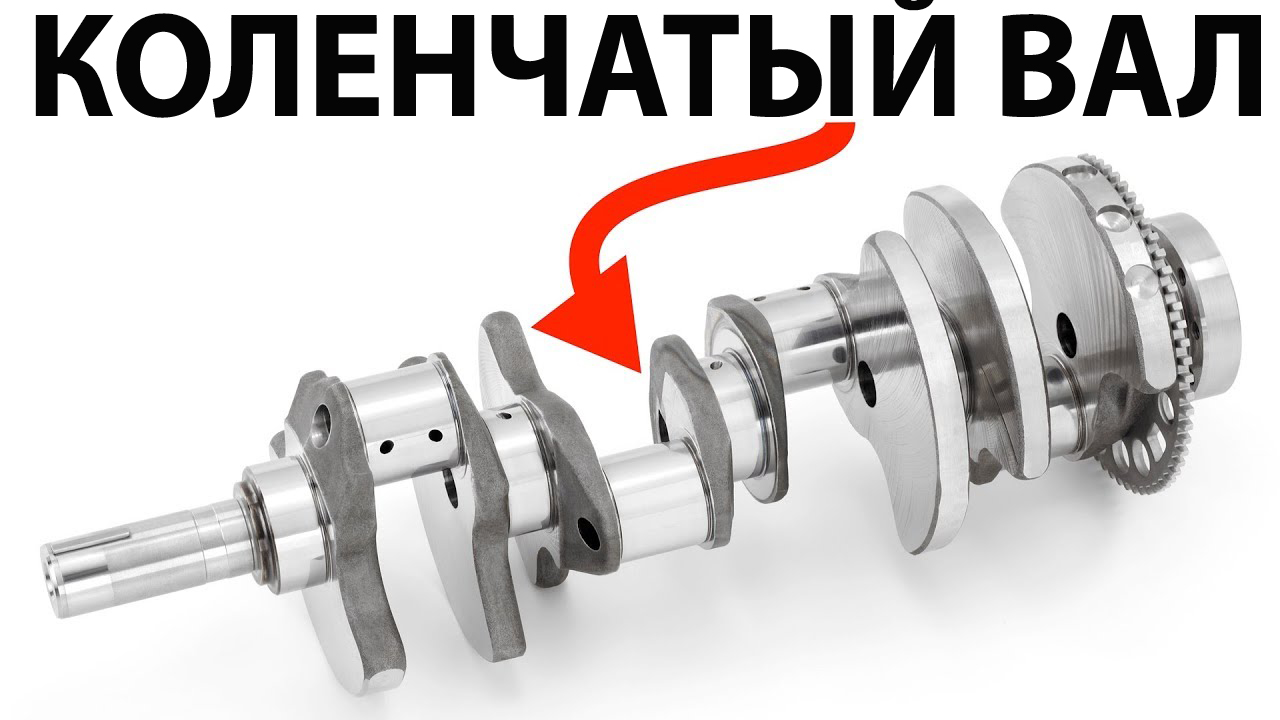
Коленчатый вал представляет собой одну из самых важных и дорогостоящих деталей силового агрегата внутреннего сгорания. Конструктивно он представляет собой деталь, состоящую из коренных и шатунных шеек, которые соединяются щеками. Выполнить ремонт коленвала своими руками практически невозможно. Исключением могут быть случаи, когда вы обладаете соответствующей квалификацией, и в вашем гараже имеется специальное профессиональное оборудование высокой точности. Основная часть операций предполагает использование специализированных станков. В данной статье мы рассмотрим список ремонтных работ коленчатого вала, опишем основные проблемы и методы их решения.
Виды ремонта коленвала
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
Шлифовка

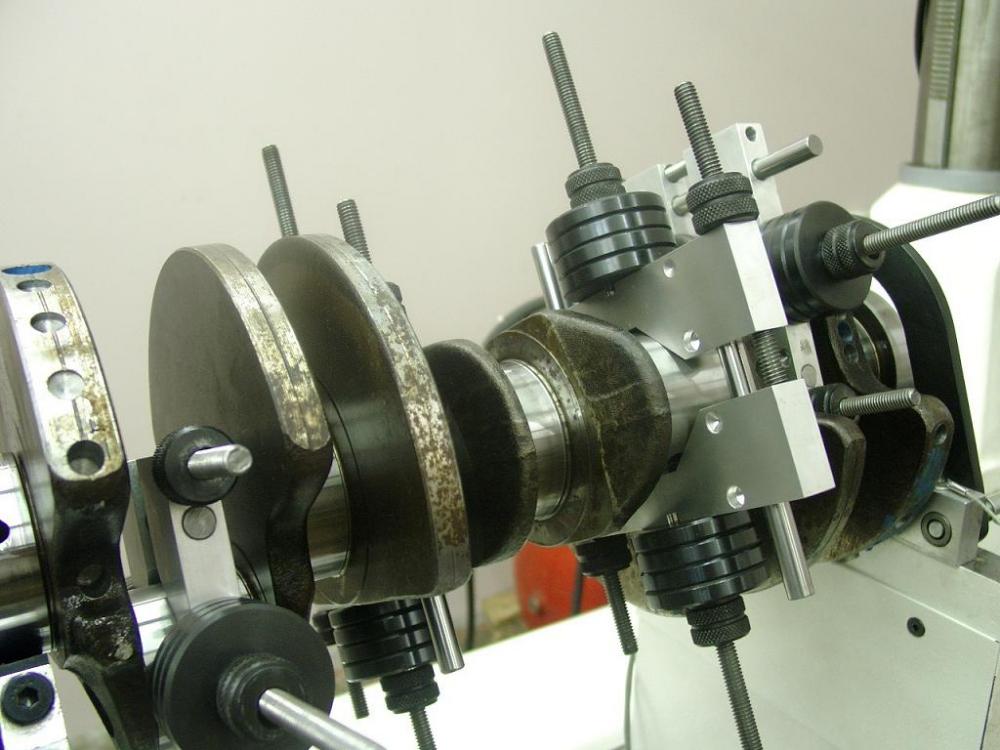
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Ремонт шкива коленвала, как правило, предполагает тщательную очистку детали. При поломке или возникновении каких-либо дефектов, выполняется замена шкива.
Чистка каналов

Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка

Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка

Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вышеописанная информация представляет собой ряд советов и рекомендаций, после прочтения которой, вы будете иметь общее представление об этапах и объёмах ремонта коленчатого вала.
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.
Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
- шлифовка
- рихтовка
- полировка
- ремонт шкива
- чистка каналов
- замена подшипников
- балансировка
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
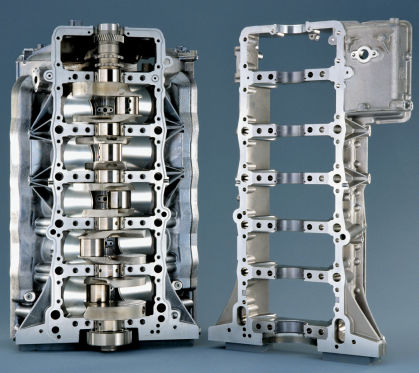
Структура и функция коленчатого вала
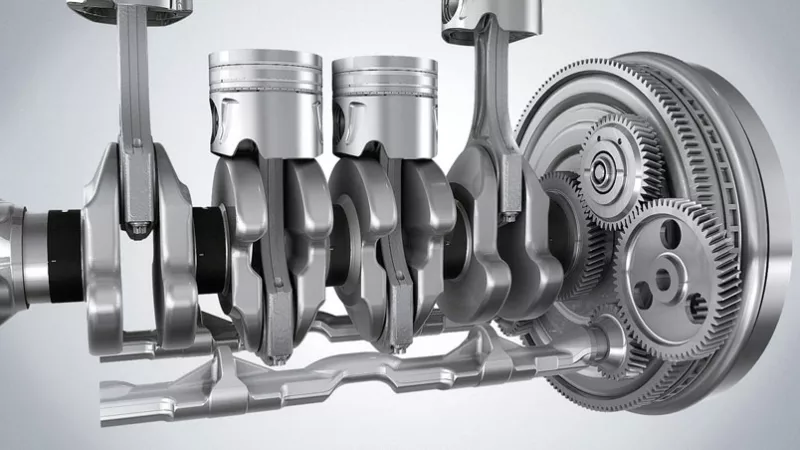
Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.
По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
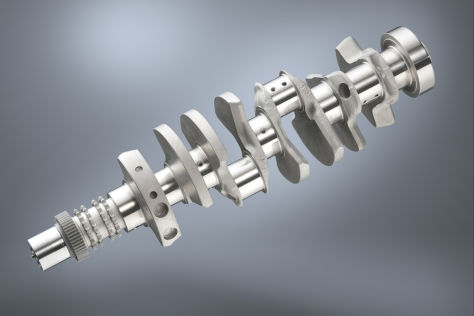
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Ремонт коленчатых валов двигателя

Необходим ремонт коленчатых валов двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
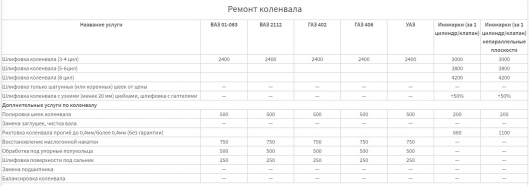
Цены на Ремонт коленчатых валов двигателя
В таблице размещены ориентировочные цены. Чтобы узнать точную стоимость — свяжитесь с нами по телефону +7 (495) 644-22-48
| наименование | Стоимость за работу |
|---|---|
| Мойка коленчатого вала | от 270 руб. |
| Шлифовка КВ | от 1000 руб. |
| Полировка КВ | от 700 руб. |
| Электромагнитная дефектоскопия | от 700 руб. |
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.


Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т. У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна.
Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Восстановление коленчатого вала
- Мойка
- Дефектовка
- Шлифовка
- Полировка
В случае выхода детали из ремонтных размеров, восстановить шейки и посадочные места коленчатого вала можно при помощи технологии активированной дуговой металлизации.
Перед ремонтом коленчатый вал промывают в моечной машине, открываются заглушки. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм.
При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С.
Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер.
Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют.
Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача – 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, восстанавливают при помощи технологии активированной дуговой металлизации.
Восстановленные коленчатые валы подвергают динамической балансировке.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Участок по ремонту коленчатых валов в техническом центре Мотортехнология
Участок по ремонту постелей коленчатых и распределительных валов в техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Форум Хабаровска — 27R.Ru — 27 Регион
Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
вроде как достаточно распространенная поломка:
На коленвале немного открутился торцевой болт, который крепит зубчатый
шкив ремня ГРМ и большой шкив наружных ремней.
В результате разбило шпонку под зубчатым шкивом ГРМ.
Замена данного шкива и установка сурогатной шпонки особо не помогло. Снова разбило за 4 дня.
Вечный вопрос: ЧТО ДЕЛАТЬ?
Замену коленвала, замену двигателя не предлагать.
Интересен конкретный опыт с результатами, как положительными так и отрицательными.
Есть предложения посадить все это хозяйство на хорошую холодную сварку. Что скажите?
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
surik_v писал(а): Вечный вопрос: ЧТО ДЕЛАТЬ?
Замену коленвала, замену двигателя не предлагать.
Интересен конкретный опыт с результатами, как положительными так и отрицательными.
Есть предложения посадить все это хозяйство на хорошую холодную сварку. Что скажите?
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
думаю проблема еще в том, что концевик на коленкале немного тоже подразбило.
поэтому даже новый шкив одевался на вал спокойно руками без усилий.
по всей видимости такой люфт сожрет и новый паз шпоночный.
поэтому на ум приходит два варианта:
— расточить шкив внутри и сделать втулку с новым пазом, чтобы очень туго одевался на вал.
— посадить на холодную сварку (очень хорошую)
а почему тока не садить на холодную сварку? какие противопоказания?
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
да че уж холодную сварку, сразу на скотч тогда сади.
если совсем разбило — может правда прихватить в паре мест сваркой обычной не холодной, с таким расчетом. чтобы потом болгаркой сдуть если снять понадобится.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
ага, про скотч верно замечено. была такая же байда, отогнал в «ламарк», там «приварили» cjr, типа холодной сварки, дали пожизненную гарантию. только продержалась она у меня 1500 км, до владика и обратно съездил и опять. клейщик сам охренел, то, что не выдержало, ходил и смущенно «как же так, ведь намертво же скрепляет». так машину и продал, потом слышал, что опять разбивало и поменяли коленвал.
ps. правда я там обороты в районе 4,5-5 постоянно держал с пиками до 6,7, когда во владик и обратно ездил, может из-за такой нагрузки, но тем не менее.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
mals писал(а): ага, про скотч верно замечено. была такая же байда, отогнал в «ламарк», там «приварили» cjr, типа холодной сварки, дали пожизненную гарантию. только продержалась она у меня 1500 км, до владика и обратно съездил и опять. клейщик сам охренел, то, что не выдержало, ходил и смущенно «как же так, ведь намертво же скрепляет». так машину и продал, потом слышал, что опять разбивало и поменяли коленвал.
ps. правда я там обороты в районе 4,5-5 постоянно держал с пиками до 6,7, когда во владик и обратно ездил, может из-за такой нагрузки, но тем не менее.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Catzilla
фрезернуть новый паз не получится — сместиш зубчики на шестерне ГРМ — это раз. Уйдут метки ВМТ и опережения на большом шкиве — это два.
так что не все так просто как может показаться. Учитывая материал колена скорее всего под замену.
Если разбило шкивы то чутка попроще. В большом можно продолбить паз и разметить новые метки а маленький хрен продолбите. Во первых он азотированный, во вторых каленый, а втретьих из 30 ХГС. Удачи.
Выход только один — найти фрезеровщика. который выполнит новый паз в колене со смещением 180 градусов. Так будет наименьшая ошибка. Потом шкив перемаркировать. Предварительно надо сосчитать зубья на малой шестерне. Если их количество не кратно 2-м, то вам крупно не повезло.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
если не кратно, то можно угол сделать чуть меньше
Потому, что холодная сварка отстой
Есть на самом деле много вариантов..
Например посадить на краску.
Более перспективный но и менее правильный . Привари шпонку к валу и продай машину.
Если хочеш сделать хорошо, и не против секаса, изготовь шпонку из меди, зафиксируй ее на валу. Заплавь сколы на валу. Вытащи шпонку. Обработай вал чтобы шкив садился. Собери.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Ну смех смехом, а я ни первый раз слышу про сваркой прихвати, но сам не пробовал.
Менять колено — попа, придётся снимать коробку, а иногда и двиг целиком.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
не из какого не из прутка
шпонки делают просто из подходящего по прочности и твердости материала на обычном плоско-шлифовальном станке. Во всяком случае мы так делаем. Заготовки фрезеруются, потом калятся, потом доводятся на шлифовалке. Всего делов. А про мифический пруток. — дайте его стандартное обозначение в сортаменте, тогда поверю.
Вопрос — зачем менять вкладыши, если они еще вполне нормальные? Неужели нельзя те же самые поставить на свои же места. Что изменится? ИМХО — новый ставят только для того, чтобы потом второй раз двигу не разбирать для капиталки, раз уж ее итак уже разобрали. Тогда уж и кольца смените и сальники по краям.
Перефрезеруйте паз, никакие наплавки и графитовые шпонки не помогут. Наплавленый материал будет хуже + получите зону термического влияния на хвостовике колена и радуйтесь если шкив вообще не отвалится через 1000 км. Фрезеровка шпоночного паза простейшая процедура, выполняемая на вертикалке палцевой фрезой (калиброваной по нормальному классу). Делов на час с установкой детали в станок. С чего вы взяли, что это дороже нового колена?
Электродов специально для наплавки нет. Есть материал, есть его физико-химические свойства и есть соответствующий этому всему электрод. Будет ли это Э42 или УОНИИ или Сармайт выбирается исключительно из того, что вы хотите получить после наплавки. Можно и СВ08Г2С наплавлять и неплохо получится, тока смотря для чего.
Re: Ремонт. Разбило шпонку на коленвале под шкивом ГРМ.
mail_robot
ай Дима, столько грамот в кабинете не стене, а про вкладыши не знаешь
Стандартные вкладыши идут нескольких размерных групп, под каждую шейку на заводе подбирается свой.
Коренных насколько я помню у Тойоты 3 номера, шатунных 5. Делается это для более ровного обеспечения маслянного зазора.
Если ставить стд вал — размеры шеек (в пределах тысячных) — будут другие, маслозазор будет уже не ровный, за пределы допуска врядли выйдет, но всёравно это неправильно. И если где то нагрузка высокой будет — может и не выдежржать.
А вообще вкладыши на капиталке меняют из-за их износа. Прямого контакта металла об металл там конечно нету, но постоянная маслянная плёнка и неочищенные частички грязи изнашивают вкладышь.
Разработка технологического процесса восстановления шкива коленчатого вала
Характеристика детали. Технические требования на ее дефектацию. Эксплуатационные свойства ковкого чугуна. Дефекты изделия и причины их возникновения. Технические требования к отремонтированной детали. Выбор рационального способа восстановления.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 04.12.2014 |
| Размер файла | 37,4 K |
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Важнейшим условием высокопроизводительной и бесперебойной работы подвижного состава автомобильного транспорта является обеспечение его современной производственно-технической базой по капитальному ремонту автомобилей, агрегатов и восстановлению изношенных деталей. Главные задачи ремонтного производства состоят в дальнейшем развитии централизованного ремонта машин и оборудования как важнейшей предпосылки внедрения прогрессивных технологических процессов, обеспечивающих повышение качества и эффективности ремонта сложной современной техники.
Перспективность авторемонтного производства обусловливается объективными постоянно действующими факторами. Современные конструктивные, технологические и экономические основы, на которых базируются конструирование, производство и эксплуатация автомобилей, предопределяют неодинаковость ресурса отдельных деталей узлов и агрегатов и делают их одновременную замену нецелесообразной.
В процессе эксплуатации автомобиля его конструктивные элементы под влиянием сил трения и окружающей среды подвергаются физическому износу. Для поддержания автомобилей в работоспособном состоянии необходимо планомерное осуществление целого комплекса мероприятий, включающих в себя техническое обслуживание, текущий и капитальный ремонт с периодической заменой и восстановлением изношенных деталей и узлов.
Особое место в совокупности мероприятий по поддержанию машин и оборудования в эксплуатационном состоянии занимает капитальный ремонт, задачей которого является восстановление утраченной потребительской стоимости средства труда в связи с износом. Капитальный ремонт автомобилей является одним из наиболее существенных элементов системы организационных и технических мероприятий, призванной обеспечить работоспособность подвижного состава автомобильного транспорта.
Проведение капитального ремонта автомобилей и их агрегатов в условиях современного авторемонтного предприятия связано с выполнением широкого комплекса разнообразных работ. При этом наряду с основными работами, такими как разборка, мойка и очистка, дефектация и сортировка, восстановление и изготовление деталей, комплектование и сборка, испытания и окраска, выполняются и вспомогательные работы: транспортирование, складские операции, содержание и ремонт оборудования и зданий, технический контроль, материально-техническое снабжение, обеспечение производства инструментом и всеми видами энергии.
Цель курсового проекта — разработать технологический процесс восстановления детали (шкива коленчатого вала № 53-1005060) с использованием ресурсосберегающих технологий и рациональных способов ремонта, новых материалов, современного режущего инструмента и средств контроля, высокопроизводительного оборудования и средств механизации.
Шкив имеет следующее сочетание дефектов:
1. Обломы и трещины на краях бортов шкива;
2. Износ отверстий под болты крепления к ступице.
1. Характеристика детали
Шкив коленчатого вала № 53-1005060 — это массивная деталь дисковидной формы, служащая для передачи крутящего момента от коленчатого вала до навесного оборудования посредством ременной передачи.
Шкив коленчатого вала имеет отверстие в центре, этим отверстием он насаживается на передний конец коленчатого вала, выступающий из блока цилиндров. В области центрального отверстия имеется канавка для установки шпонки шкива коленчатого вала. На наружном крае шкива имеются канавки для ремней клиновидной или поликлиновой формы.
Шкив коленчатого вала изготовлен из ковкого чугуна марки КЧ 35-10 ГОСТ 1215-8559. Химический состав, механические, технологические и эксплуатационные свойства чугуна приведены в таблицах.




