
Момент затяжки гбц 409 двигатель
Моменты затяжки резьбовых соединений двигателей ЗМЗ–409051.10 и ЗМЗ–409052.10 («ZMZ PRO»).



Момент затяжки УАЗ — тема этой статьи. В ней изложен момент затяжки болтов и гаек автомобилей УАЗ. Здесь прописаны моменты затяжки двигателя внедорожников УАЗ. В их состав входит момент затяжки гбц 409 двигателя. В ней размещен момент затяжки колесных болтов и гаек, атак же момент затяжки резьбовых соединений различных агрегатов автомобилей УАЗ.
Момент затяжки — это размер усилия, измеренное с помощью динамометрического ключа, обеспечивающее стабильную работу резьбового соединения без срыва резьбы и поломки крепежа.
Схема протяжки головки блока цилиндров 409 двигатель
Прокладку головки блока цилиндров заменяют при ее повреждении
Основные признаки повреждения прокладки головки блока:
– недостаточная компрессия — ниже 1 МПа (10 кгс/см 2 ) в одном или нескольких цилиндрах;
– прорыв газов в систему охлаждения (бурление, вспенивание жидкости в радиаторе, быстрое падение уровня жидкости в расширительном бачке при отсутствии наружных течей);
– попадание охлаждающей жидкости в систему смазки (эмульсия на указателе уровня масла, расслоение слитого из картера масла, особенно заметное в прозрачной емкости);
– попадание масла в систему охлаждения (масляная пленка на поверхности жидкости в расширительном бачке).
Для замены прокладки нужно снять головку блока цилиндров с ресивером и выпускным коллектором.
Если головку блока цилиндров снимают с двигателя, установленного на автомобиле, нужно предварительно слить охлаждающую жидкость (см. «Как заменить охлаждающую жидкость двигателя автомобиля УАЗ Патриот»).
Вам потребуются: ключи «на 12», «на 13», «на 17», шестигранники «на 6», «на 12», отвертка.
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
2. Слейте жидкость из системы охлаждения.
3. Снимите генератор.
Отверните гайки крепления приемной трубы к выпускному коллектору (рис. 1).
Выверните болт крепления приемной трубы к кронштейну на коробке передач (рис. 2) и отведите приемную трубу от выпускного коллектора.
Отсоедините колодку жгута проводов от датчика массового расхода воздуха (рис. 3).
Отсоедините колодку жгута датчика положения дроссельной заслонки (рис. 4).
Отсоедините колодку жгута датчика положения коленчатого вала (рис. 5).
Ослабьте затяжку хомута крепления воздухоподводящей трубы, снимите трубу и отведите ее в сторону.
Отсоедините конец троса от сектора привода дроссельной заслонки (рис. 7).
Ослабьте крепление наконечника оплетки троса к кронштейну (рис. 8).
Извлеките наконечник оплетки троса из кронштейна и отведите трос в сторону (рис. 9).
Снимите гидронатяжитель верхней цепи
Отсоедините колодки моторного жгута от форсунок (рис. 10).
Отверните переднюю гайку крепления ресивера (рис. 11) и снимите со шпилек «массовые» провода.
Отсоедините колодку жгута проводов от регулятора холостого хода (рис. 12).
Отверните заднюю гайку крепления ресивера (рис. 13), снимите со шпильки держатель 2 топливоподводящего шланга и второй «массовый» провод 1 жгута, а затем отведите в сторону жгут проводов.
Ослабьте хомуты 1 шлангов на дроссельном узле и отсоедините шланги 2 и 3 (рис. 14).
Отверните гайки подающей и сливной топливных магистралей (рис. 15) и отведите магистрали в сторону.
Выверните болты крепления успокоителя верхней цепи (рис. 16) и снимите успокоитель.
Выньте указатель (щуп) уровня масла.
Отверните крайнюю правую гайку крепления выпускного коллектора (рис. 17).
Снимите со шпильки держатель трубопровода системы охлаждения (рис. 18).
Последовательность затяжки болтов крепления головки блока цилиндров (рис. 19).
Выверните болты 1 (рис. 20) крепления головки блока цилиндров в последовательности, обратной затяжке, снимите головку блока цилиндров и снимите прокладку.
Тщательно очистите от нагара, остатков старой прокладки и герметика привалочные поверхности головки и блока цилиндров.
Смажьте новую прокладку с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока термостойким клеем-герметиком.
Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
Установите головку блока в порядке, обратном снятию. Затяните болты крепления головки блока в порядке, показанном на рис. 19.
Болты крепления головки блока цилиндров затяните в два этапа:
Устройство газораспределительного механизма двигателя ЗМЗ 409 УАЗ Патриот
Распределительные валы отлиты из чугуна. Для достижения высокой износостойкости рабочей поверхности произведен “отбел” кулачков. Валы вращаются в подшипниках, образованных головкой цилиндров и съемными алюминиевыми крышками. Эти крышки обрабатываются в сборе с головкой цилиндров и поэтому не взаимозаменяемы. Привод распределительных валов цепной, двухступенчатый. Включает в себя: звездочку 1
коленчатого вала, ведомую
5
и ведущую
6
звездочки промежуточного вала, ведомые звездочки
12
и
14
распределительных валов, две цепи (72 и 92 звена)
4
и
9
, гидронатяжители с усиленной пружиной
2
и
8
, рычаги натяжного устройства
3
и
7
и успокоители цепей
13
,
16
и
17
. Натяжение цепи каждой ступени осуществляется гидронатяжителями, размещенными: один – на передней крышке блока цилиндров (крышке цепи), другой – на головке блока цилиндров.

➤ 1 – звездочка коленчатого вала ➤ 2 – гидронатяжитель нижний ➤ 3 – рычаг натяжного устройства нижней цепи ➤ 4 – цепь нижняя ➤ 5 – звездочка промежуточного вала ведомая ➤ 6 – звездочка промежуточного вала ведущая ➤ 7 – рычаг натяжного устройства верхней цепи ➤ 8 – гидронатяжитель верхний ➤ 9 – цепь верхняя ➤ 10 – установочная метка на звездочке ➤ 11 – установочные штифты ➤ 12 – звездочка распределительного вала впускных клапанов ➤ 13 – успокоитель цепи верхний ➤ 14 – звездочка распределительного вала выпускных клапанов ➤ 15 – верхняя плоскость головки цилиндров ➤ 16 – успокоитель цепи средний ➤ 17 – успокоитель цепи нижний ➤ М1 и М2 – установочные метки на блоке Пожалуй именно сложный механизм устройства ГРМ 409 двигателя UAZ Patriot доставляет массу неприятностей при эксплуатации двигателя. Недостаток масляного давления довольно быстро выводит из строя гидрокомпенсаторы, необходимо внимательно следить за уровнем масла в моторе. А частые поломки гидронатяжителей цепи вызывают неприятный звук. Проблема решается установкой импортных гидронатяжителей и регулярной заменой качественного масла. Стоит отметить, что клапаны взаимозаменяемы с аналогичными клапанами двигателя ВАЗ-2108. Далее характеристики бензинового мотора УАЗ Патриот.
Момент затяжки гбц
Момент затяжки болтов М14х1,5 гбц двигателя 409051.10 и 409052.10 закручивается в три приема:
- Предварительная затяжка с моментиком 3,3 ÷ 3,7 кгс/м;
- Затем подождать одну минуту или более;
- Третий раз закрутить болты М14х1,5 на угол 90 o
Момент затяжки гбц движителя 40911.10 с мягкой прокладкой производится в три приема:
- Первый подход с усилием 6,9 ÷ 8,2 кгс/м;
- Затем подождать две минуты и более;
- Третий раз закрутить на угол 70o ÷ 75 o
Момент затяжки гбц двигателя 40911.10 с жесткой прокладкой производится в три приема:
- Первый подход с усилием 5,1 кгс/м;
- Затем подождать одну минуты или более;
- Третий раз закрутить на угол 90o
Момент затяжки болтов М14х1,5 (10 шт) гбц движителя 409.10, выполняется в два подхода:
- Первый подход с моментиком 4 ÷ 6 кгс/м;
- Второй раз с силой 13 ÷ 14,5 кгс/м
Момент затяжки гбц двигателя 40906.10 производится за три приема:
- Предварительное закручивание с моментом 3,3 ÷ 3,7 кгс/м;
- Затем подождать одну минуты или более;
- Третий раз закрутить на угол 90o
Момент затяжки гбц мотора 40904.10 и 40905.10 производится за 3 раза:
- Предварительная затяжка гбц с усилием 3,3 ÷ 3,7 кгс/м;
- Затем подождать одну минуту или более;
- Третий раз закрутить на угол 90o
Момент затяжки гбц мотора 4213-40, 4213-50 и 4216 производится за 2 раза:
- Предварительная затяжка гайки шпильки М12х1,25 гбц с усилием 8,5 ÷ 9,5 кгс/м;
- Второй раз закрутить с моментом 10 ÷ 11 кгс/м.
Момент затяжки гбц мотора 4218:
- Момент затяжка гайки М12х1,25 шпильки гбц с усилием 9,0 ÷ 9,4 кгс/м;
Моменты затяжки передней и задней подвески
| Таблица моментов затяжки передней и задней подвески | ||
| Название сопряжения | Резьба | Момент затяжки, кгс·м |
| 1. Обезательные сопряжений с необходимой проверкой момента затяжки: | ||
| Гайка стремянки | ||
Гайка поперечной тяги
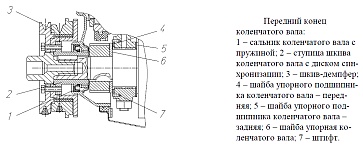
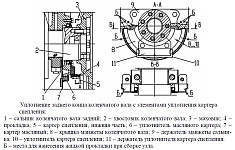
Рис. 1.60. Запрессовка сальника в сальникодержатель: 1 — сальник; 2 —
сальникодержатель; 3 — оправка
заполнить на 2/3 полости между рабочей кромкой и пыльником резиновой манжеты смазкой ЦИАТИМ-221, установить и закрепить сальникодержатель с прокладкой к блоку цилиндров; установить маховик на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала; установить шайбу болтов маховика, наживить и затянуть болты моментом 72-80 Н·м (7,2-8,0 кгс·м); запрессовать втулку распорную и подшипник в гнездо маховика.
Подшипник запрессовывать, прикладывая усилие к наружному кольцу.
Очистить днище поршней и канавки для поршневых колец от нагара. Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей 1.5. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы (таблица 1.6) и маркируются буквами — А, В, С.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров. При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу. Замеры диаметров цилиндров производить при температуре 17-23 С.
Поршни маркируются буквами на днище (см. рис. 1.63).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Подготовка к сборке двигателя ЗМЗ-40906 после ремонта, очистка деталей, моменты затяжки соединений, необходимые специальные инструменты и приспособления.
Перед сборкой двигателя ЗМЗ-40906 после ремонта необходимо все его детали очистить от нагара и смолистых отложений. Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (головку блока цилиндров, поршни, крышки и другие), так как эти растворы разъедают алюминий.
Для очистки деталей двигателя ЗМЗ-40906 от нагара рекомендуются следующие растворы.
Для алюминиевых деталей.
Сода (Na2СО3), г : 18,5
Мыло (зеленое или хозяйственное), г : 10,0
Жидкое стекло, г : 8,5
Вода, л : 1,0
Для стальных и чугунных деталей.
Каустическая сода (NаОН), г : 25
Сода (Na2СO3), г : 33
Мыло (зеленое или хозяйственное), г : 8,5
Жидкое стекло, г : 1,5
Вода, л : 1
При сборке двигателя ЗМЗ-40906 после ремонта необходимо соблюдать следующие условия.
1. Протереть все детали чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности (поверхности цилиндров, вкладыши и шейки коленчатого вала, опоры распределительного вала в головке блока цилиндров и шейки вала и т.п.) смазать чистым моторным маслом, применяемым для двигателя.
2. Осмотреть детали перед постановкой на место (нет ли трещин, сколов, забоин и других дефектов), проверить надежность посадки запрессованных в них других деталей. Дефектные детали подлежат ремонту или замене на новые.
3. Нанести на резьбовые части деталей и узлов, выходящие в полость масляной магистрали и в полость системы охлаждения, а также некоторые ответственные соединения (болты башмаков, успокоителей и т.п. — см. по тексту), анаэробный герметик для надежной герметизации и стопорения соединения. Все неразъемные соединения, например, заглушки блока цилиндров и т.п., также должны ставиться на анаэробный герметик. Перед нанесением герметика поверхность очистить и обезжирить.
4. Рекомендуется устанавливать новые уплотнительные прокладки. Допускается повторная затяжка прокладки крышки клапанов при обеспечении герметичности.
5. К постановке на двигатель не допускаются.
— Шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении.
— Пружинные шайбы потерявшие упругость.
— Поврежденные прокладки.
— Детали имеющие на резьбе более двух забитых или сорванных ниток.
— Болты и шпильки с вытянутой резьбой.
— Болты и гайки с изношенными гранями.
6. При сборке двигателя ЗМЗ-40906 после ремонта соблюдать размеры сопрягаемых деталей, а также зазоры и натяги в сопряжениях при сборке двигателя и его узлов, моменты затяжки резьбовых соединений.
Размеры и зазоры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-409.




Размеры и зазоры сопрягаемых деталей масляного насоса, редукционного клапана и привода масляного насоса двигателя ЗМЗ-409.

Моменты затяжки резьбовых соединений двигателя ЗМЗ-40906 после ремонта.

7. Необходимые специальные инструменты и приспособления для разборки, ремонта и сборки двигателя ЗМЗ-40906 после ремонта.
ЗМ 7814-5130 — Съемник шкива-демпфера коленчатого вала.
ЗМ 7823-4291 — Приспособление для напрессовки шестерни и ступицы на коленчатый вал.
ЗМ 7814-5118 — Съемник звездочки и втулки коленчатого вала.
ЗМ 7823-4291 — Приспособление для напрессовки звездочки коленчатого вала.
ЗМ 7853-4263 — Оправка для запрессовки сальников.
ЗМ 7814-5119 — Приспособление для засухаривания и рассухаривания клапанов.
ЗМ 7814-5134 — Клещи для снятия и установки поршневых колец, диаметр 95,5 мм.
ЗМ 7820-4517 — Оправка для сжатия поршневых колец, диаметр 95,5 мм.
ЗМ 7812-4644 — Ключ для отворачивания масляного фильтра.
ЗМ 7853-4226 — Оправка для напрессовки маслоотражательных колпачков.
ЗМ 7823-4815 — Приспособление для снятия масляного картера
6999-7697 — Приспособление для снятия и установки шкива-демпфера коленчатого вала, снятия звездочки коленчатого вала и ступицы водяного насоса.
6999-7926 — Комплект оправок для напрессовки маслоотражательных колпачков клапанов.
6991-4521 — Ключ для снятия масляного фильтра.
6999-7929 — Переходник к приспособлению 6999-7697 для установки шкива-демпфера коленчатого вала.
6999-7810 — Приспособление для выемки подшипника переднего конца валика КПП из маховика.
6999-7679 — Съемник подшипника переднего конца валика КПП из маховика (совместно с приспособлением 6999-7810).
6999-7931 — Струбцина для сжатия пружины клапана.
6999-7924 — Переходник к струбцине 6999-7931 для сжатия пружины клапана.
6999-7928 — Оправка для запрессовки сальников коленчатого вала.
Дизельный двигатель ЗМЗ-51432 CRS. Руководство — часть 57

определенной последовательности (рис.140) в четыре этапа:
произвести предварительную затяжку болтов моментом 39,2…58,9 Н·м
(4…6 кгс·м) и выждать не менее 2 мин;
произвести затяжку болтов моментом 119…132 Н·м (12…13,5 кгс·м) и вы-
ждать не менее 2 мин;
произвести затяжку болтов моментом 147,1…162 Н·м (15…16,5 кгс·м) и вы-
ждать не менее 7 мин;
отвернуть болты на угол 90. 100
затянуть окончательно болты моментом 147,1…162 Н·м (15…16,5 кгс·м).
Затянуть винты крепления головки цилиндров к крышке цепи.
Отвернуть болты крепления и снять крышки распределительных валов.
Смазать моторным маслом отверстия в головке цилиндров под гидроопоры.
Подсобрать гидроопоры с рычагами привода клапанов и установить гидро-
опоры с рычагами в головку цилиндров.
ВНИМАНИЕ!
Новые гидроопоры полностью заполнены маслом и принимают рабочее по-
ложение (проседают) не ранее, чем через 30 минут после затяжки болтов
крепления крышек распределительных валов. В течение этого времени за-
пуск двигателя не допускается во избежание удара поршней по клапанам и
поломки двигателя.

Протереть хлопчатобумажной салфеткой опоры распределительных валов в
головке цилиндров и крышках. Протереть хлопчатобумажной салфеткой опорные
шейки и кулачки распределительных валов.
Смазать постели опор распределительных валов головки цилиндров моторным
Смазать резьбу стяжных болтов звездочек распределительных валов.
Уложить распределительные валы в опоры. Сориентировать валы таким обра-
зом, чтобы установочные отверстия на первых шейках были направлены вверх. Пе-
ред укладкой валов убедиться, что впускной вал подсобран с отметчиком датчика
фазы.
Установить в отверстия звездочек разрезные втулки, вытянуть цепь из ниши
крышки цепи, подводя поочередно звездочки под цепь, установить и закрепить их
стяжными болтами с шайбами на хвостовиках валов, не затягивая болты оконча-
тельно. Звездочки при этом должны свободно вращаться, а зазор между торцевыми
поверхностями ступиц звездочек и опорными торцами распределительных валов
должен отсутствовать, метка «П» на торцах звездочек должна быть направлена в
сторону переда двигателя.
ВНИМАНИЕ!
Распределительный вал впускных клапанов имеет маркировку «ВП» на зад-
нем торце, распределительный вал выпускных клапанов имеет маркировку
«ВЫП» на заднем торце
Смазать моторным маслом кулачки распределительных валов.
Установить резиновые уплотнители над колодцами под топливные форсунки,
установочные втулки крышек распределительных валов.
Смазать опорные шейки и проточки в первых опорных шейках распредели-
тельных валов моторным маслом. Установить упорные фланцы в первую крышку
распределительных валов.
Установить, не затягивая болты, переднюю крышку распределительных валов
с установленными в ней упорными фланцами на установочные втулки. За счет про-
дольного перемещения распределительных валов, обеспечить установку упорных
фланцев в канавки распределительных валов.
Установить, не затягивая болты, крышку остальных опор распределительных
Завернуть болты крепления крышек распределительных валов (рис.140).
Поворачивая поочередно распределительные валы за лыски на первой проме-
жуточной шейке, совместить установочные отверстия в первых опорных шейках
распределительных валов и передней крышке распределительных валов. Кулачки
распределительных валов первого цилиндра при этом должны быть направлены
наружу и развернуты в противоположные стороны.
В данном положении зафиксировать распределительные валы с помощью
приспособления ЗМ 7820-4579. Штифты приспособления ЗМ 7820-4579 должны
зайти через отверстия передней крышки распределительных валов в отверстия рас-
пределительных валов.

Снять с собранного гидронатяжителя транспортный стопор (предохранитель-
Смазать моторным маслом отверстие в головке цилиндров под гидронатяжи-
Вставить собранный гидронатяжитель в отверстие головки цилиндров до ка-
сания в упор рычага натяжного устройства, но не нажимать на торец гидронатяжи-
теля, с целью исключения выхода плунжера из корпуса гидронатяжителя.
Установить крышку гидронатяжителя с уплотнительной прокладкой и закре-
пить двумя болтами к головке цилиндров.
Через отверстие в крышке гидронатяжителя оправкой нажать на гидронатяжи-
тель с усилием, обеспечивающим выход плунжера из корпуса гидронатяжителя. Под
действием пружины корпус гидронатяжителя переместится до упора в крышку, а
плунжер через натяжное устройство натянет цепь, при этом звездочки распредели-
тельных валов должны свободно повернуться. При необходимости, принудитель-
ным поворотом звездочек ключом ЗМ 7812-4791 против часовой стрелки натянуть
рабочие ветви цепи до устранения слабины.
Завернуть в крышку гидронатяжителя пробку.
Удерживая звездочку распределительного вала впускных клапанов ключом
ЗМ 7812-4791, поочередно завернуть стяжные болты звездочек распределительных
валов моментом 98. 107,9 Н·м (10. 11 кгс·м). Убедиться в отсутствии зазора между
торцовыми поверхностями звездочек и опорными торцами распределительных ва-
лов.
Установить средний успокоитель цепи и затянуть болты крепления.
Вынуть установочный штифт коленчатого вала и приспособления для фикса-
ции распределительных валов.
Повернуть коленчатый вал на два оборота по ходу вращения и снова зафикси-
ровать положение коленчатого вала штифтом. Проверить положение распредели-
тельных валов установкой приспособления ЗМ 7820-4579. Штифты приспособления
должны свободно входить в отверстия распределительных валов.
При ремонте двигателя, связанном со снятием звездочек распредели-
тельных валов, последующую установку при сборке привода распредели-
тельных валов производить, как указано выше.
Для точной установки распределительных валов перед разборкой реко-
мендуется установить коленчатый вал в положение, соответствующее нахож-
дению поршня первого цилиндра в ВМТ такта сжатия, и точно зафиксиро-
вать данное положение штифтом через отверстие блока цилиндров в паз ма-
ховика. Данное положение коленчатого вала можно установить по совпаде-
нию отверстий в передних шейках распределительных валов с отверстиями в
передней крышке опор валов. Кулачки распределительных валов клапанов
первого цилиндра при этом направлены наружу вверх и развернуты в проти-
воположные стороны (клапаны закрыты).
Запрессовать установочные втулки крышки в передний торец головки цилин-

Установить в вакуумный насос трубку подачи масла, предварительно смазав
резиновые уплотнительные кольца моторным маслом. При этом трубку соориенти-
ровать таким образом, чтобы калиброванное отверстие Ø1 мм в трубке было обра-
щено в сторону масляного канала в головке цилиндров (рис.33 и рис.70).
Установить переднюю крышку головки цилиндров с вакуумным насосом и
прокладкой, совместив трубку подвода масла к вакуумному насосу с отверстием в
головке цилиндров, и закрепить болтами. Установить в крышку клапанов уплотни-
тели и прокладку крышки.
Установить крышку клапанов с уплотнителями и прокладкой на плоскость го-
ловки цилиндров. Установить и затянуть болты (рис.140).
Установить болты крепления крышки клапанов с держателем колодки, скоба-
ми, держателями электропроводов (скоб).
Скобы, держатели скоб и держатель колодки располагать в соответствии со
Рис.138. Схема установки скоб и держателей скоб крепления проводов:
1 – держатель скобы; 2 – держатель колодки.
Установить и завернуть в горловину крышки клапанов крышку маслоналивно-
го патрубка. Установить и закрепить датчик фазы.
Нанести на запрессовываемый в блок цилиндров конец трубки указателя
уровня масла анаэробный герметик «LOCTITE-638» и запрессовать трубку в блок
цилиндров, сориентировав в соответствии с рис.5.
Установить в трубку указатель уровня масла.
Завернуть штуцер масляного фильтра в отверстие блока цилиндров.
Смазать прокладку жидкостно-масляного теплообменника моторным маслом.
Установить жидкостно-масляный теплообменник на штуцер прокладкой к
блоку цилиндров, повернуть теплообменник примерно на 15° по часовой стрелке
(штуцерами в сторону крышки цепи) и закрепить теплообменник гайкой штуцера.
Установить шланги подвода-отвода охлаждающей жидкости на патрубки теп-
лообменника и головки цилиндров и затянуть хомуты шлангов.
Смазать прокладку масляного фильтра моторным маслом. Завернуть рукой
масляный фильтр на штуцер на 3/4 оборота после касания прокладкой поверхности
теплообменника.
Протяжка головки блока цилиндров умз 4216
Блок цилиндров двигателя УМЗ-4216 отлит из алюминиевого сплава заодно с чугунными гильзами цилиндров. Номинальный диаметр гильз 100 мм. Для более равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрены протоки для прохода охлаждающей жидкости.
Блок цилиндров, головка блока цилиндров, кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Головка блока цилиндров двигателя УМЗ-4216 из алюминиевого сплава со вставленными седлами и направляющими втулками клапанов. Блок цилиндров и головка блока разделены прокладкой из асбестового полотна, армированного металлическим каркасом. Толщина прокладки в сжатом состоянии 1,5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом в сторону картера сцепления.
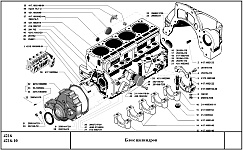
Каталожные номера деталей и узлов блока цилиндров двигателя УМЗ-4216.
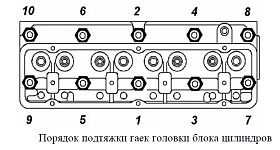
После обкатки автомобиля, через 2000 километров пробега, и после каждого снятия головки блока цилиндров необходимо производить подтяжку гаек крепления головки с использованием динамометрического ключа. Подтяжку надо производить только на холодном двигателе.
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и на блок цилиндров, затяжку гаек производить в последовательности указанной на рисунке ниже, в два приема. Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Порядок подтяжки гаек головки блока цилиндров двигателя УМЗ-4216.
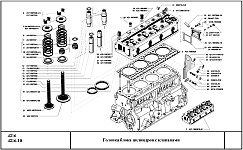
Каталожные номера деталей и узлов головки блока цилиндров двигателя УМЗ-4216.
Кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Коленчатый вал двигателя УМЗ-4216 пятиопорный, отлит из высокопрочного чугуна. В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Моторное масло от коренных шеек в полости шатунных подводиться через сверленые каналы. К коренным шейкам масло поступают из каналов блока цилиндров. Передний конец коленчатого вала уплотняется самоподжимным сальником, работающим по наружной поверхности ступицы шкива коленчатого вала.
Передний конец коленчатого вала двигателя УМЗ-4216.
Усилие, направленное вдоль оси коленчатого вала при выключении сцепления, воспринимается упорными подшипниками, установленными на передней опоре коленчатого вала. Задний конец коленчатого вала также уплотняется самоподжимным сальником, работающим по цилиндрическому хвостовику диаметром 80 мм.
Уплотнение заднего конца коленчатого вала двигателя УМЗ-4216 с элементами уплотнения картера сцепления.
Каталожные номера деталей и узлов кривошипно-шатунного механизма двигателя УМЗ-4216.
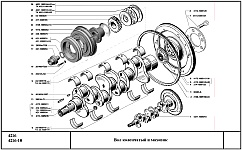
Вкладыши коренных и шатунных подшипников коленчатого вала.
Вкладыши подшипников коленвала изготовлены из стальной ленты, залитой антифрикционным сплавом на основе алюминия.
Маховик.
Маховик двигателя УМЗ-4216 чугунный, со стальным зубчатым венцом для пуска двигателя стартером, крепиться к торцу коленчатого вала семью самостопорящимися болтами. Коленчатый вал отбалансирован в сборе с маховиком и сцеплением.
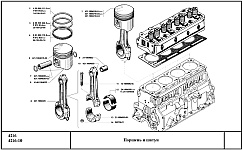
Шатуны.
Шатуны стальные, кованые, двутаврового сечения. В верхние головки шатунов запрессованы тонкостенные втулки из оловянистой бронзы. Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке. Стопорение гаек шатунных болтов и шпилек крепления крышек коренных подшипников выполнено анаэробным герметиком. В случае разборки указанных соединений необходимо тщательно удалить нанесенный герметик. При сборке на резьбовые части болта следует нанести свежий герметик и произвести затяжку соединения.
Поршневые пальцы.
Плавающего типа, пустотелые, стальные.
Поршни двигателя УМЗ-4216.
Поршни выполнены из алюминиевого сплава. В верхней части поршня имеется три канавки для поршневых колец. Юбка поршня в горизонтальном сечении имеет овальную форму. Большая ось овала перпендикулярна оси бобышек под поршневой палец. В вертикальном сечении юбка имеет так называемый бочкообразный профиль.
Поршневые кольца.
Маслосъемное кольцо с двумя хромированными выступами на рабочей поверхности. Маслосъемное кольцо имеет радиальный расширитель в виде браслетной пружины. При установке колец на поршень стыки колец должны быть разведены по отношению друг к другу на 120 градусов.
Моменты затяжки резьбовых соединений ГАЗель.
Наименование соединения Моменты затяжки кгс • м Свечи зажигания 3,0–3,5
Двигатели ЗМЗ-402.
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Гайки крепления болтов шатунов 6,8–7,5 Болты крепления крышек коренных подшипников 10,0–11,0 Болты крепления маховика 7,2–8,0 Болты крепления картера сцепления 4,2–5,1 Болт шкива коленчатого вала 10,4–12,0 Болты крепления нажимного диска сцепления 2,0–2,5 Болты крепления крышек распределительных валов 1,9–2,3 Болты крепления звездочек распределительных валов 5,6–6,2 Болты крепления крышки клапанов 0,5–0,8 Гайки крепления впускной трубы, болты крепления усилителя картера сцепления 2,9–3,6 Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата 2,2–2,7 Болты крепления задней крышки блока цилиндров, поддона картера 1,2–1,8 Гайки крепления выпускного коллектора 2,0–2,5
Двигатели УМЗ-4215.
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
Устройство двигателя УМЗ 4216
Макетом движка Ульяновского моторного завода является мотор ЗМЗ-21 – он имеет принципно такую же конструкцию:
- дюралевый блок цилиндров;
- верхнее размещение клапанов;
- шестеренчатый привод газораспределительного механизма;
- дюралевые штанги;
- нижнее размещение распредвала;
- два клапана на цилиндр.
Похожую конфигурацию имеет даже масляный картер – он тоже металлической, штампованный, с выемками впереди и сзади.
Так же как и на ЗМЗ-21, на ульяновском движке поршни с шатунами соединяются при помощи «плавающих» поршневых пальцев – посадка поршней делается на «холодную», в верхних втулках шатунов запрессовываются медные (бронзовые) втулки.
На всех движках УМЗ с поперечником цилиндров 92 мм в блок цилиндров (БЦ) инсталлируются «мокрые», съемные гильзы. В блок с поперечником поршней 100 мм (модели УМЗ 4215, 4213 и 4216) гильзы запрессовываются на особом оборудовании, и при ремонте выпрессовать их не получится, потому при значимом износе цилиндров требуется замена БЦ.
Движок 4216 состоит из последующих деталей:
- дюралевого блока цилиндров, в который запрессованы четыре чугунные гильзы;
Газораспределительный механизм (распредвал) приводится в действие от коленчатого вала через пару шестерен. Кулачки распредвала через толкатели и штанги поднимают и опускают коромысла, которые в свою очередь жмут на впускные и выпускные клапана. ГАЗель шестерня грм замена прокладки поддона Замена прокладки ГБЦ. За счет клапанов происходит заполнение цилиндров топливовоздушной консистенцией, происходит рабочий цикл мотора.
На автомобиле «Газель Бизнес» движок УМЗ 4216 оснащается электрической системой управления, в которую заходит:
- блок управления МИКАС;
- модуль зажигания;
- высоковольтные провода с наконечниками;
- датчики – дроссельной заслонки, к/вала и р/вала, абсолютного давления, детонации;
- проводка;
- регулятор холостого хода;
- топливные форсунки.
Протяжка головки блока цилиндров
Осуществить несложную протяжку ГБЦ сможет и профессиональный автослесарь и водитель, у которого за плечами совсем немного сотен километров. Для этого нужно немного навыков, набор слесарного инструмента, терпение и желание обслуживать свою машину собственными руками.
Что обуславливает необходимость производить протяжку:
- Прежде всего, оговоренная законодательством необходимость похождения технического осмотра.
- Вторым очень важным поводом автомобилисты считают появление влаги, которая скапливается в области крепежа головки и блока цилиндров. Такое явление характерно для утечки масел.
- При перегревании двигателя, может значительно коробиться головка, что также требует ремонта.
- Нестандартная затяжка болтов или необходимость замены прокладок.
Значительным удобством можно назвать еще одну инновацию современной отрасли автомобильной промышленности. Сегодняшние версии автомобильных моторов не требуют проведения протяжки. Тем не менее, на наших дорогах еще очень много стареньких ВАЗов, Москвичей, УАЗов, которым без такого условия обслуживания и столь важной технической процедуры не смогут никак обойтись.
Поэтому для владельцев этих уважаемых моделей нужно знать некоторые моменты проведения протяжки и ее особенности.
Замена прокладки головки блока цилиндров
Замена прокладки головки блока цилиндров УАЗ Патриот 3163
Прокладку головки блока цилиндров заменяют при ее повреждении.
Основные признаки повреждения прокладки головки блока:
– недостаточная компрессия — ниже 1 МПа (10 кгс/см 2 ) в одном или нескольких цилиндрах;
– прорыв газов в систему охлаждения (бурление, вспенивание жидкости в радиаторе, быстрое падение уровня жидкости в расширительном бачке при отсутствии наружных течей);
– попадание охлаждающей жидкости в систему смазки (эмульсия на указателе уровня масла, расслоение слитого из картера масла, особенно заметное в прозрачной емкости);
– попадание масла в систему охлаждения (масляная пленка на поверхности жидкости в расширительном бачке).
Для замены прокладки нужно снять головку блока цилиндров с ресивером и выпускным коллектором. Если головку блока цилиндров снимают с двигателя, установленного на автомобиле, нужно предварительно слить охлаждающую жидкость (см. «Замена охлаждающей жидкости»).
Вам потребуются: ключи «на 12», «на 13», «на 17», шестигранники «на 6», «на 12», отвертка.
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
2. Слейте жидкость из системы охлаждения (см. «Замена охлаждающей жидкости»).
3. Снимите генератор (см. «Снятие и установка генератора»).


4. Отверните четыре пары гаек крепления приемной трубы к выпускному коллектору.
5. Выверните болт крепления приемной трубы к кронштейну на коробке передач и отведите приемную трубу от выпускного коллектора.


6. Отсоедините колодки жгутов проводов от датчика массового расхода воздуха.
7. . датчика положения дроссельной заслонки.


8. . и датчика положения коленчатого вала.
9. Ослабьте затяжку хомута крепления воздухоподводящей трубы, снимите трубу и отведите ее в сторону.


10. Отсоедините конец троса от сектора привода дроссельной заслонки.
11. Ослабьте крепление наконечника оплетки троса к кронштейну.
12. …извлеките наконечник оплетки троса из кронштейна и отведите трос в сторону.
13. Снимите крышку головки блока цилиндров (см. «Замена прокладки крышки головки блока цилиндров»).
14. Снимите гидронатяжитель верхней цепи (см. «Снятие и разборка гидронатяжителей цепей»).
15. Снимите распределительные валы (см. «Снятие, дефектовка и установка распределительных валов»).


16. Отсоедините колодки моторного жгута от форсунок.
17. Отверните переднюю гайку крепления ресивера и снимите со шпилек «массовые» провода.

18. Отсоедините колодку жгута проводов от регулятора холостого хода.
19. Отверните заднюю гайку крепления ресивера, снимите со шпильки держатель 2 топливоподводящего шланга и второй «массовый» провод 1 жгута, а затем отведите в сторону жгут проводов.


20. Ослабьте хомуты шлангов на дроссельном узле и отсоедините шланги.
21. Отверните гайки подающей и сливной топливных магистралей и отведите магистрали в сторону.

22. Выверните болты крепления успокоителя верхней цепи и снимите успокоитель.
23. Выньте указатель (щуп) уровня масла.

24. Отверните крайнюю правую гайку крепления выпускного коллектора.
25. …и снимите со шпильки держатель трубопровода системы охлаждения.


Рис. 5.7. Последовательность затяжки болтов крепления головки блока цилиндров
26. Выверните болты 1 крепления головки блока цилиндров в последовательности, обратной затяжке (рис. 5.7), снимите головку блока цилиндров и снимите прокладку.
27. Тщательно очистите от нагара, остатков старой прокладки и герметика привалочные поверхности головки и блока цилиндров.
28. Смажьте новую прокладку с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока термостойким клеем-герметиком.
29. Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
30. Установите головку блока в порядке, обратном снятию. Затяните болты крепления головки блока в порядке, показанном на рис. 5.7. Болты крепления головки блока цилиндров затяните в два этапа:
1-й этап – 40–60 Н·м (4,0–6,0 кгс·м);
2-й этап – 130–145 Н·м (13,0–14,5 кгс·м).
Видео про «Замена прокладки головки блока цилиндров» для УАЗ 3163
ЗМЗ-409 Замена прокладки ГБЦ (УАЗ Патриот)
Доработка ГБЦ УАЗ Патриот ЗМЗ 409
Как снять головку блока цилиндра



