
Последовательность сборки двигателя b
Сборка автомобильного двигателя

Из всех операций по ремонту двигателя, его сборка относится к наиболее ответственным. Решающую роль при этом играет опыт моториста и его специализация по определенной категории двигателей. Также важным является тот факт, занимается моторист сборкой бензиновых или дизельных двигателей, так как эти моторы и их сборка имеют свои отличительные особенности.
Сама сборка двигателя включает в себя подготовительный этап, который не менее ответственен, чем сама сборка.
Подготовка к сборке
Все детали будущего двигателя вымываются самым тщательным образом, с вскрытием закрытых полостей и дополнительной продувкой их сжатым воздухом. Так как внутренняя чистота двигателя гораздо важнее наружной. Если внутри остался не удаленный малейший кусочек старой грязи или окалины, то он может свести на нет всю сборку двигателя. Сборка ведется в чистом помещении с бетонными или деревянными полами, исключающими наличие песка или пыли, для чего производится ежедневная влажная уборка сборочного участка. Непосредственно перед сборкой все детали проверяются на отсутствие дефектов и соответствию необходимым размерам и допускам. Наиболее востребованы к этому двигатели иномарок и поэтому при сборке двигателей зарубежного производства допускам уделяется повышенное внимание.
Блок цилиндров после выполнения операций по расточке подлежит обязательной мойке теплым содовым раствором, который способен убрать мельчайшие частицы абразива с зеркала цилиндров, невидимые простым взглядом. Проверить готовность цилиндра к сборке можно путем прижатия к зеркалу чистого белого листа бумаги. Если цилиндры удалось полностью отмыть от остатков абразива, то лист останется чистым, в противном случае на листе останутся множественные черные точки. Необходимо добиться абсолютной чистоты, которая будет являться залогом качественной сборки двигателя. В вымытом и продутом блоке цилиндров вставляются новые заглушки, там, где открывались внутренние каналы и полости и он готов к сборке.
Коленчатый вал
Далее проверяется коленчатый вал на осевое биение и соответствие прошлифованных шеек таблицам допуска. Если устанавливается новый коленчатый вал, то он также проверяется, так как не исключены дефекты. Помимо коренных и шатунных шеек проверяется посадочные места под сальники коленчатого вала, где не допускается никаких рисок. Все внутренние полости коленчатого вала должны быть тщательно вымыты и продуты под давлением. На рабочих поверхностях вала не должно быть трещин, прижогов или волнистости, а также не допускаются риски, забоины, вмятины или царапины. Появившиеся после шлифовки острые кромки масляных каналов должны быть обработаны и заполированы. Помимо этого коленчатый вал проверяется на магнитном дефектоскопе на отсутствие трещин или раковин.
Поршня и шатуны
Поршня проверяются на соответствие развесовке и при необходимости подгоняются. Массы поршней одного двигателя не должны отличаться друг от друга более чем на 4 г и при несоответствии масс, подгоняется их вес. Поршня не должны иметь трещин, раковин, забоин, задирав и заусенец. Поршневые пальцы должны быть одной размерной группы с поршнем, допускается подбор пальца из соседней размерной группы. Шатуны также проверяются на соответствие весу, где разница между шатунами для одного двигателя не должна превышать 8 г., при необходимости также производится подгонка веса, путем снятия металла либо с бобышек, либо равномерно по всей длине шатуна.
Шатун и крышка должны быть одного комплекта и иметь совпадение номеров и меток. Не допускается переворачивание крышки относительно шатуна, так как они обработаны совместно в одном положении. При необходимости замены верхней втулки шатуна (плавающий палец), ее предварительно охлаждают или же нагревают шатун до 200 градусов, после чего запрессовывают новую втулку и развальцовывают края. Втулку разворачивают под соответствующий размер поршневого пальца. Правильно подобранный палец должен легко проворачиваться во втулке шатуна и не выпадать из него под собственным весом. Перед установкой коленвала в блок цилиндров собирается каждая шатунная шейка, где устанавливается соответствующий шатун с вкладышами и после зажатия его крышки предписанным моментом, проверяется легкое вращение его вокруг шатунной шейки. Если все в норме, то шатуны снимаются, и вал можно устанавливать в блок цилиндров.
Соединение шатуна с поршнем
Соединение относится к ответственным операциям при сборке. Необходимо совместить метки на поршне и шатуне для правильной ориентации при сборке. На днище поршня обычно ставится стрелка, указывающая на первый цилиндр. Шатуны могут иметь метку в виде прилива или прорези, или же ориентиром служит отверстие для выхода масла, которые также ориентируют на первый цилиндр. Если нет никаких отметок, то для большинства существующих шатунов ориентиром служат замки вкладышей, которые при виде на шатун спереди расположены справа.
Шатуны с поршнями «собираются » до установки поршневых колец. Если поршень с плавающим пальцем, то он предварительно нагревается до 80-100 градусов, после чего поршневой палец в бобышки поршня должен войти от усилия руки. После соединения палец стопорится кольцами в канавках бобышек поршня.
Если пара шатун поршень с плавающим поршнем, то в температурной печи нагреваются верхние головки шатуна до температуры 270-300 градусов и сборка с поршнем производиться очень быстро, пока не остыла головка шатуна. После остывания верхней головки шатуна, поршневой палец уже невозможно будет сдвинуть без применения пресса.
Для монтажа поршня с шатуном в этом случае используется специальная оправка, которая ориентирует поршневой палец относительно краев бобышек поршня, После установки шатун должен быть по центру поршневого пальца, а края пальца должны быть на одном расстоянии утоплены от краев бобышек поршня. Далее собранный с шатуном поршень устанавливается в тиски, и монтируются поршневые кольца с использованием специальных щипцов. Первым ставится маслосъемное кольцо, затем два компрессионных. Если на кольцах есть отметка TOP (верх ), то метка должна смотреть на верх поршня, если метка отсутствует, то допускается произвольная установка кольца. Комплекты поршневых колец для иномарок обязательно имеют отметку TOP.
Контроль зазора в замке поршневых колец
Обязательным условием перед монтажом является контроль зазора в замке кольца, который должен быть не менее 0.3-0, 4 мм для верхнего компрессионного кольца и 0, 2-0,3 мм для среднего и маслосъемного колец. Если устанавливается наборное маслосъемное кольцо (обычно им мотористы отдают предпочтение при сборке), то зазор между дисками лучше увеличить до 0, 4-0, 5 мм, чтобы цилиндр не «голодал » от излишнего съема масла.
Если зазор будет слишком мал, то после прогрева двигателя, за счет температурной разницы кольца и цилиндра, зазор исчезнет совсем, что приведет к заклиниванию кольца и как следствие задиру зеркала цилиндров. При необходимости зазор обязательно подгоняется, желательно алмазным надфилем, После подгонки зазора, в замке подпиленные края обрабатываются от заусенцев.
Блок цилиндров после проверки устанавливается на сборочный, поворотный стенд. Вставляются коренные вкладыши, на иномарках один из вкладышей, выполнен с боковыми отливами, играющими роль полуколец, ограничивающих осевое перемещение коленчатого вала. Проверяются совпадения отверстий во вкладышах с масляными каналами. Вкладыши обильно смазываются маслом для двигателя, и устанавливается коленчатый вал. При установке коленчатого вала не допускается перестановка местами его крышек (бугелей ), равно как и использование «чужих », так как крышки обрабатываются совместно с блоком и не допускается изменение их установки. Крышки коленчатого вала затягиваются соответствующим моментом, и проверяется вращение вала. Признаком правильной шлифовки и сборки, является свободное вращение коленвала при помощи рук.
Монтаж поршневой группы
Затем с помощью универсальной оправки вставляются поршня с шатунами, с предварительно вставленными в них шатунными вкладышами. Оправка обжимает поршневые кольца и поршень, смазанные маслом и, поршень легкими ударами деревянной ручки молотка просаживается внутрь цилиндра до соединения нижней головки шатуна с шатунной шейкой, которая также предварительно обильно смазана маслом. Стрелку на днище поршня при этом ориентируют в направлении первого цилиндра. На болты шатунов устанавливаются крышки и гайки, которые затягиваются предписанным моментом. Когда посажены и затянуты предписанным моментом все шатуны, двигатель проворачивают для проверки правильности сборки. Коленчатый вал должен без заеданий провертываться при проверке, не оказывая заметного сопротивления. «Душа » двигателя собрана и можно быть уверенным, что если соблюдены все эти условия, то отремонтированный двигатель будет иметь значительный ресурс, мало чем уступающий новому двигателю.
По мнению большинства автомобилистов главной проблемой при неполадках в авто является качественная диагностика (выявление причины поломки). Водитель, который может правильно «поставить диагноз», может избежать лишних временных и денежных трат.
Автомобили прочно и надежно овладели значительной долей нашей жизни. Но, несмотря на давнее сосуществование, определить причины сбоя в работе железного «друга» на глаз мы не можем.
Технология сборки двигателей внутреннего сгорани
Технология общей сборки двигателей зависит от их размеров и серийности производства.
1. Сборка крупных двигателей в мелкосерийном производстве.
Сборка крупных двигателей производится в условиях мелкосерийного производства на неподвижных стендах.
Стендом обычно служат чугунные или стальные балки — параллели, укладываемые на массивные фундаментные балки, закрепленные на бетонном или железобетонном фундаменте. В параллелях сделаны продольные Т-образные пазы, в которые закладывают головки болтов, крепящих раму двигателя к стенду. Верхние плоскости параллелей точно обработаны и установлены на стенде горизонтально, с точностью 0,03 мм на 1м длины.
Раму двигателя устанавливают на параллели стенда, и щупом проверяют прилегание лап рамы параллелям. При наличии зазоров рама при затяжке болтов может деформироваться, поэтому зазоры более 0,05 мм не допускаются. Для исключения влияния зазоров раму можно устанавливать на точные клинья (бруски) и при обнаружении зазоров заменять отдельные клинья более толстыми. Раму прикрепляют к балкам и проверяют плоскостность верхней поверхности.
После выверки рамы устанавливают вкладыш подшипников рамы. Если вкладыши в механическом цехе раскачивались в сборе с рамой, то их устанавливают по меткам. Если подгонка вкладышей по валу производится при сборке, необходимо проверить прилегание вкладышей к постели покраске. После проверки вкладыши устанавливают в раму, и их положение фиксируют штифтами. При сборке двигателей больших размеров окончательную обработку вкладышей обычно производят в процессе сборки. Для получения правильных зазоров между валом и вкладышами проверку вкладышей целесообразно производить по валу-калибру, который представляют собой трубу с утолщенными шлифованными шейками, диаметр которых больше диаметра коренных шеек коленчатого вала на величину диаметрального зазора. При пришабривание вкладышей по валу-калибру необходимо добиться, чтобы площадь их прилегания составляла до 70-80% поверхности вкладыша, и сделать разбивку по краске (до одного-двух пятен на 1 см2). Одновременно с этим при помощи индикаторов проверяют параллельность оси вала плоскости рамы.
Верхние вкладыши шабрят относительно вала вне стенда или одновременно с нижними вкладышами, зажимая крышки подшипников специальными приспособлениями.
После пригонки вкладыши тщательно очищают, затем производят укладку коленчатого вала. Шейки вала и вкладыши перед укладкой смазывают маслом. Затем проверяют свободное вращение вала и линейные зазоры между буртиками и галтелями вала и упорным подшипником. При необходимости буртик подшипника пришабривают. Индикаторным приспособлением проверяют развал щек коленчатого вала путем контроля расстояния между щеками в четырех положениях коленчатого вала через 90º. Изменение расстояния между щеками не должно превышать 0,01-0,02 мм.
На вал ставят вкладыши и крышки подшипников
Собранный с гильзами узел блока при помощи крана и подъемного приспособления устанавливают на раму и закрепляют болтами. Иногда для лучшего уплотнения стыка используют бумажную прокладку или шелковую нитку.
Затем устанавливают и закрепляют анкерные болты. Затяжку анкерных болтов производят в порядке, оговоренном в сборочном чертеже, обычно в шахматном порядке, в несколько переходов. За каждый переход гайки затягивают на одну-две грани.
После закрепления блока устанавливают и закрепляют домкратики, с помощью которых крепят крышки подшипников рамы.
В гильзы блока вставляют поршни, собранные с шатунами. В конструкциях, у которых регулируется расстояние от оси нижней головки шатуна до торцевой поверхности поршня (шатун с отъемной головкой, поршень с вставкой), предварительно устанавливают поршень без поршневых колец, проверяют положение торца поршня относительно верхней поверхности бурта гильзы, подбирают прокладку, обеспечивающую требуемую высоту камеры сжатия. Затем вынимают поршень с шатуном, монтируют поршневые кольца и производят окончательную установку поршня на место, закрепление и шплинтовку шатунных болтов.
Для сжатия поршневых колец поршень при установке в гильзу пропускают через коническое кольцо, проходя через которое поршневые кольца постепенно сжимаются и свободно входят в цилиндры.
Головки цилиндров (крышки) поступают на общую сборку в виде узла с притертыми клапанами, собранными коромыслами. При их монтаже необходимо обеспечить правильное положение прокладок и равномерную затяжку шпилек.
После установки головок цилиндров ставят на место распределительные валы и монтируют шестерни привода. Правильность закрепления шестерен проверяют при установке первой шатунной шейки коленчатого вала в положение, соответствующее нахождению поршня в в.м.т. Кронштейны толкателей становятся так, чтобы ролики правильно касались кулачковых шайб. После проверки правильности положения всех механизмов подшипники распределительного вала и кронштейны толкателей закрепляют штифтами, болты и гайки, крепящие оси и шестерни шплинтуют.
Смотрите также
Одновременно с монтажом и проверкой механизмов привода монтируют топливные насосы, проверяют и фиксируют положение кулачковых шайб привода подачи топлива и устанавливают регулятор.
Ставят на место масляный и водяной насосы, проверяют зазоры между зубьями шестерен привода, закрепляют насосы болтами и фиксируют контрольными шпильками.
До того как полости корпусных деталей будут закрыты люками и крышками, монтируют внутренние маслопроводы. Затем устанавливают переднюю и заднюю крышки. На крышках закрепляют воздухораспределитель, привод тахометра, холодильник масла и фильтры.
На фланец коленчатого вала устанавливают маховик. Призонные пальцы крепления маховика должны быть плотно посажены в развернутые совместно с коленчатым валом отверстия; болты плотно затянуты и зашплинтованы. При установке маховика необходимо проверить правильность положения меток относительно кривошипов коленчатого вала.
Затем монтируют кронштейны и тяги топливных насосов и присоединяют их к регулятору; монтируют топливные трубопроводы, подводящие топливо от фильтров к топливным насосам и от насосов к форсункам, и сливные трубопроводы от форсунок и насосов.
К фланцам крышек присоединяют впускной и выпускной коллекторы, соединяют их трубопроводами и водопереливными патрубками с сапуном и водными полостями крышек. Под фланцы коллекторов помещают прокладки из асбестового картона или паронита, а под фланцы переливных патрубков – медноасбестовые прокладки.
Водяные трубопроводы и водяную систему испытывают на герметичность при давлении 3кГ/см2.
Затем воздухораспределитель соединяют воздушными трубопроводами с пусковыми клапанами, устанавливают внешние маслопроводы, щиток приборов, термопары и датчик тахометра. Полости двигателя закрывают люками, кожухами и щитками и производят пригонку и монтаж площадок и ограждений.
Собранный двигатель при помощи специальной траверсы снимают со стенда и направляют на испытание.
2. Сборка крупных и средних двигателей в крупносерийном производстве.
Сборка двигателей в крупносерийном производстве поточная. Она характеризуется почти полным исключением пригоночных работ.
Сборка тепловозного двигателя в крупносерийном производстве производится в следующем порядке. На отдельном стенде подготавливают к сборке блок цилиндров. В узел устанавливают выпускные коробки, гильзы, внутренние масляные трубопроводы, выпускные коллекторы.
На следующем поворотном стенде, куда собранный блок цилиндров передается краном, ставят вкладыши коренных подшипников и коленчатые валы. Точная обработка гнезд под вкладыши и вкладышей обеспечивает установку вала без шабрения. При необходимости исправляют шабером или гладилкой только отдельные места на галтелях. Поворотный стенд позволяет устанавливать блок при монтаже нижнего и верхнего коленчатых валов в нужное положение и обеспечивает удобство монтажа валов и затяжки подшипников. После затяжки подшипников, которые собирают без
прокладок, проверяют правильность сборки (щуп 0,03 мм не должен входить между поверхностями стыка).
Собранный с коленчатыми валами блок размещают на основном сборочном стенде.
В блок монтируют верхние и нижние поршни с шатунами и закрепляют на коленчатых валах шатунные подшипники.
Высота камеры сжатия проверяется при установке коленчатых валов в положение вмт. при помощи свинцовой палочки, которая через отверстия для форсунки вводится в цилиндр. Регулировку высоты камеры сжатия производят изменением толщины прокладок между опорной плитой и вставкой поршня.
Затем устанавливают вертикальную передачу, соединяющую верхний и нижний коленчатые валы. Коленчатые валы должны быть соединены между собой в таком положении, чтобы при положении верхнего поршня в в.м.т. нижний поршень этого же цилиндра находился на 12º после в.м.т. (по углу поворота кривошипа).
Валы топливных насосов (правый и левый) ставят в блок вместе с подшипниками и соединяют через промежуточные шестерни с верхним коленчатым валом. Приводные шестерни посажены на валы привода топливных насосов на регулируемых муфтах.
На кронштейнах блока устанавливают толкатели и топливные насосы. Затем на верхний коленчатый вал монтируют привод нагнетателя воздуха, на нижний – антивибратор и торцовые поверхности блока закрывают передней и задней крышками. На крышках монтируют агрегаты двигателя: нагнетатель воздуха, масляный и водяной насосы, воздухораспределитель, регулятор. В таком виде двигатель поступает на последний стенд, где монтируют все наружные трубопроводы и мелкие узлы, проверяют взаимодействие узлов и закрывают люки.
Собранный двигатель передают на испытательную станцию или на участок, где двигатель монтируется с генератором.
3. Сборка быстроходных двигателей в крупносерийном и массовом производстве.
Сборка быстроходных двигателей в условиях крупносерийного производства поточная, обычно производится на рельсовых или безрельсовых тележках, перемещаемых от одного сборочного поста к другому рабочими-сборщиками или с помощью специальной цепи, с которой тележка может соединяться откидным приспособлением.
В массовом производстве поточная сборка осуществляется на непрерывно движущемся конвейере. При этом такт сборки должен соответствовать программе выпуска.
Сборка V-образного двигателя осуществляется на безрельсовых тележках, оборудованных поворотным приспособлением, позволяющим
устанавливать двигатель в положение, необходимое для удобного выполнения той или иной операции.
На поворотное приспособление устанавливают подготовленный на узловой сборке верхний картер, в подшипники которого укладывают коленчатый вал, собранный с шатунами. Гайки крепления крышек подшипников при укладке вала должны быть затянуты до меток, которые нанесены еще до растачивания подшипников.
Затем картер поворачивают подвесками вниз и к шатунам присоединяют поршни. Для этого поршни нагревают в масле до температуры 100ºС, и пальцы свободно входят в отверстие. На поршневые кольца надевают стягивающие хомуты и, направляя поршни по гильзам, устанавливают на место блоки, собранные с головками цилиндров. Блоки закрепляют анкерными шпильками.
Распределительные валы, установленные на головках, соединяют с коленчатым валом при помощи наклонных валиков с коническими шестернями. Между наклонными валиками размещают привод масляного насоса и воздухораспределитель. При этом проверяют правильность сопряжения шестерен по пятну касания и зазорам между зубьями.
К нижней плоскости блока присоединяют нижний картер в сборе с масляным, водяным и топливоподкачивающим насосом и приводом тахометра. Между блоками ставят топливный насос и производят регулировку фаз газораспределения, начала подачи топлива и воздуха.
Затем монтируют фильтры, масляный и водяной холодильники, кожух маховика, конец коленчатого вала, впускной и выпускной трубопроводы, масляный, водяной и топливный трубопроводы.
Водяную полость подвергают гидравлическим испытаниям.
В массовом производстве укладку коленчатого вала в блок производят на узловой сборке, и блок устанавливают на конвейер в положении, не требующем его поворота для монтажа отдельных узлов. Процесс сборки состоит в присоединении собранных и испытанных узлов. Проверку правильности сопряжений производят на специально выделенных контрольных позициях при помощи приспособлений и инструментов, позволяющих выполнять контрольные операции точно и в короткое время.
Регулировку зазоров, фаз газораспределения, момент начала подачи топлива также производят на специально оборудованных сборочных позициях.
Стартеры, генераторы и другие узлы электрооборудования монтируют и проверяют в процессе сборке на конвейере.
«Моторист-конструктор» или как правильно собрать двигатель? ч. 1
Рекомендации о правилах сборки двигателей можно прочитать не только в руководствах по ремонту — их дают многие фирмы — производители запчастей, среди которых — известная в России немецкая фирма Kolbenschmidt. Опыт фирмы по обслуживанию и ремонту двигателей очень интересен и заслуживает того, чтобы с ним познакомить читателей. А начать мы решили со сборки кривошипно-шатунного механизма.
Вначале небольшое, но очень важное замечание.
Сборка двигателя начинается с тщательной мойки и дефектовки деталей, а не с установки коленвала. Следует учесть, что контрольно-измерительные операции на этом этапе отнимают значительно больше времени, чем сам процесс установки и крепления деталей.
Сборка — это комплексный процесс, к которому недопустимо относиться как к простой «отверточной» технологии.
Контроль, контроль. и еще раз контроль
Накопленный опыт работы убеждает в том, что первое, в чем необходимо убедиться, — это соответствие новых вкладышей шейкам коленвала и постелям блока цилиндров. Известно немало случаев, когда ошибка, допущенная при определении номера детали по каталогу, обнаруживалась только в последний момент при ее установке.
Иногда случается и так, что в одном и том же двигателе производители применяют несколько типоразмеров вкладышей. Такая ситуация характерна для моторов Audi-VW, где средний коренной вкладыш может быть как обычного типа с упорными полукольцами, так и с фланцами. Такие вкладыши номинального размера взаимозаменяемы, но фланцевый вкладыш ремонтного размера отличается большей шириной, что требует дополнительной шлифовки упорных поверхностей коленвала.
Встречаются и другие несовпадения: иное расположение замков на вкладышах, несовпадение смазочных отверстий, иной материал при сохранении основных размеров. В отдельных случаях подобные несоответствия несущественны, и вкладыши вполне допустимо использовать в конкретном двигателе, но иногда ошибки при контроле вкладышей могут привести к выходу двигателя из строя. Кроме того, эти ошибки влекут большие потери времени.
Что еще важно проконтролировать? Посадку вкладыша в постель: вкладыш должен иметь необходимые распрямление (разница между размером вкладыша по разъему и диаметром отверстия постели) и выступание (разность длин вкладыша и полуокружности постели). Распрямление обеспечивает плотное прилегание вкладыша к поверхности постели, а выступание гарантирует натяг вкладыша после затягивания болтов крышки подшипника, что дает плотный контакт вкладыша (в первую очередь тепловой) с отверстием и правильную геометрию подшипника.
Конечно, контролируются отверстия постелей, которые измеряются в 3-х плоскостях — два измерения (А и В) проводятся на угловом расстоянии %25o от плоскости разъема, а третье (С) — перпендикулярно ей. Далее находится среднее значение (А+В)/2 и сравнивается с величиной С — разница показывает некруглость отверстия (допустимая некруглость 0,016-0,022 мм).
Аналогичным образом контролируется отверстие подшипника с установленными в постели вкладышами. Данное измерение используется для точного определения зазора между внутренней поверхностью отверстия и шейкой вала (зазор должен составлять в среднем 0,04-0,07 мм). Для этих измерений необходим нутромер, измерять которым внутренние размеры вкладышей следует с осторожностью: мягкий рабочий слой вкладыша легко повредить. В дополнение к этому следует проконтролировать несоосность постелей в блоке, величина которой не должна превышать 0,02 мм для соседних отверстий (самый простой способ — с помощью лекальной линейки).
Как проверить коленвал?
Контроль коленчатого вала не менее важен, чем контроль отверстий подшипников. Необходимо убедиться в отсутствии трещин на шейках вала. Крупные трещины видны невооруженным глазом, но обнаружить микротрещины можно только специальными приборами, например магнитным дефектоскопом. Экономия при проверке коленчатого вала «себе дороже» — цена повторного ремонта двигателя в сотни раз выше цены проверки.
Что еще? Очевидно, качество поверхности шеек. Их шероховатость не должна превышать 0,2 мкм (речь идет о среднем арифметическом значении шероховатости Ra). На некоторых двигателях после шлифования дополнительно требуется полирование. Кроме того, иногда после шлифования на краях смазочных отверстий образуются заусенцы, способные сразу же испортить рабочую поверхность вкладышей (заусенцы легко заглаживаются при полировке). Все эти особенности в полной мере относятся и к упорным поверхностям вала.
Очень важный параметр — твердость шеек коленвала.
В том случае, если мы имеем дело с чугунным коленвалом, особых проблем с твердостью не возникает. Рабочие поверхности таких валов закаливаются на заводах токами высокой частоты на глубину до 2-3 мм. Этого вполне достаточно для сохранения твердости при ремонтной шлифовке до 1 мм.
На практике встречаются валы (в частности, стальные) с азотированными шейками, у которых толщина упрочненного слоя во много раз меньше. Поэтому ремонтное уменьшение размеров шеек для таких валов ограничено, как правило, величиной 0,25 мм. Кроме того, при перегреве азотированная поверхность разупрочняется. Выход один — повторное химико-термическое упрочнение рабочих поверхностей.
Обязательная операция — измерение геометрии самого вала и размеров шеек. Каждую шейку вала измеряют микрометром в нескольких плоскостях, чтобы определить диаметр, соблюдение допусков (отклонения не более 0,016-0,022 мм) и возможные отклонения от цилиндричности (в среднем не более 0,005 мм). Затем вал устанавливается на призмы и с помощью индикатора проверяется биение коренных шеек и вспомогательных поверхностей (допустимое биение — от 0,01 мм до 0,08 мм). Еще один очень важный параметр — непараллельность шатунных и коренных шеек, от которого зависит надежность и долговечность шатунных подшипников, измерить в условиях СТО практически невозможно. Этот параметр должен проверяться при шлифовке вала.
Наконец, заключительная проверка качества ремонта коленвала — измерение радиусов галтелей.
К сожалению, многие шлифовщики пренебрегают теми требованиями, которые изготовители некоторых иностранных моторов предъявляют к галтелям. И напрасно — известно немало печальных случаев поломки валов с сильно «подрезанными» при шлифовке галтелями. Но и большие радиусы галтелей тоже «не подарок» — можно повредить края вкладышей.
На этом контрольные операции не заканчиваются. Очень важное значение имеет состояние болтов крышек подшипников, работающих при больших знакопеременных нагрузках. А на таких режимах возрастает вероятность усталостного разрушения, особенно при наличии механических повреждений — рисок, царапин, забоин. Болты с «угловой» затяжкой, работающие на пределе текучести, требуют обязательной замены в случае, если их длина или диаметр не соответствуют рекомендациям изготовителей.
Наконец, все проверено, и можно приступать к сборке.
Как поставить коленвал?
Сама по себе сборка намного проще контрольных операций. В самом деле, для этого надо установить вкладыши в постели, смазать их поверхность маслом, «уложить» коленвал, поставить крышки и затянуть, приложив рекомендованный момент. Однако и здесь есть свои тонкости.
К примеру, как правильно нанести масло на поверхность вкладышей? Простой вопрос, а между тем нередко именно здесь совершаются ошибки. Некоторые мотористы предпочитают пользоваться кисточкой, другие вообще привыкли смазывать вкладыш пальцем. Оба способа не годятся — вместе с маслом на поверхность вкладыша обязательно попадет грязь. Правильный способ может быть только один: смазка из масленки.
А каким маслом смазывать подшипники? Ответ многих механиков — моторным. Однако наберемся смелости посоветовать использовать более густое трансмиссионное масло — при первых оборотах двигателя оно лучше защитит от возможных задиров и прихватов в подшипниках.
Затягивать крышки подшипников надо по инструкции завода-изготовителя — это очевидно. Однако в инструкциях не всегда указывается, как затянуть болты, если их момент затяжки, к примеру, около 9-10 кГм? По одному и сразу до рабочего момента? Нет, принята иная схема, если нет других данных. Сначала один болт заворачивается до «касания», а затем второй — до половины заданного момента. Далее окончательно затягивается первый болт, а после него — второй. Тем самым исключаются перекосы крышек и обеспечивается их равномерная затяжка.
Когда коленчатый вал уже установлен в блоке, необходимо проверить его осевой зазор. Это легко сделать с помощью индикаторной стойки, закрепив ее на торце блока. Зазор, проверяемый перемещением вала вперед-назад при помощи рычага, не должен быть ни чрезмерно большим (более 0,2 мм), ни слишком малым (менее 0,05 мм).
Шатунные подшипники собираются аналогично коренным, но необходимо следить за тем, чтобы при посадке шатуна на шейку шатунные болты не повредили ее поверхность. Для этого на болты полезно надеть пластиковые либо резиновые колпачки или отрезки подходящего шланга. И, конечно, при сборке надо строго контролировать положение крышки относительно шатуна — случаи ошибочной установки крышки подшипника «наоборот» тоже известны.
Ну вот, сборка двигателя закончена, установлен поддон картера, головка блока, привод ГРМ, агрегаты. Однако масла во внутренних каналах вала нет, и после запуска потребуется немало времени, пока оно поступит к подшипникам.
А этого времени может вполне хватить для повреждения подшипников.
Исключить подобные неприятности несложно, достаточно закачать масло под давлением в систему смазки через переходник, устанавливаемый вместо масляного фильтра, либо через резьбовое отверстие датчика давления масла.
Рассматривая технологию сборки кривошипно-шатунного механизма, легко убедиться, что контрольно-измерительные операции действительно занимают большую часть времени. Сама сборка сродни хирургической операции — все работы необходимо делать в чистоте и аккуратно, тщательно контролируя каждый этап. Иными словами, собрать двигатель не так легко, как кажется на первый взгляд. Да и времени уходит уйма. Но это вполне разумная плата за то, чтобы подшипники двигателя служили надежно и долго. А попытка сэкономить обречена на провал, придется платить позднее, но намного больше. Но это уже другая «технология».
Сборка двигателя Deutz BFM 1012/1013. Часть 1
Маслоразбрызгивающие форсунки, толкатели и распредвал
- Форсунки устанавливаются на место. Чтобы они встали до упора необходимо нажать.
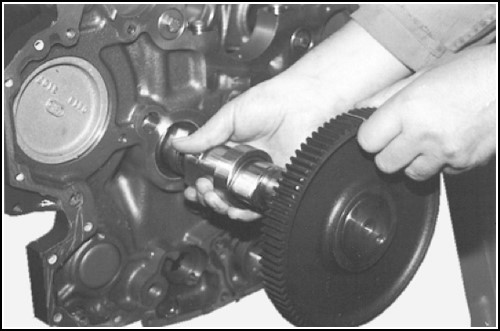
- Устанавливаются на место толкатели, затем распредвал.
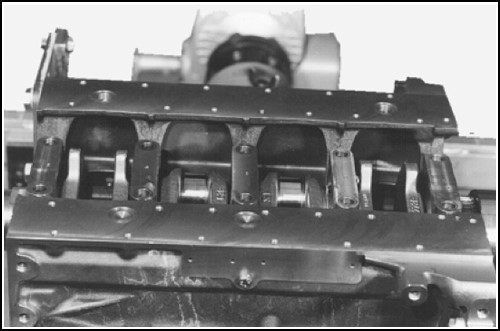
Подшипники коленвала
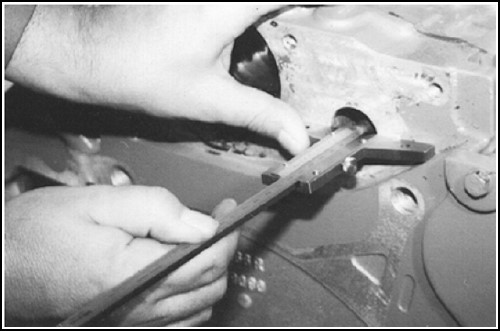
Штихмас устанавливается на размеры:
- для ДВС 1012 – 36 мм;
- для ДВС 1013 − 38 мм.
После того, как упорные кольца будут приложены к крышке упорного коренного подшипника, производятся замеры. Осевой зазор определяется, как разница между первым и вторым размерами. Например, на ДВС 1012 первый размер составляет 36,04 мм, второй – 35,90 мм. Разница 0,14 мм между ними и даст величину осевого зазора. Допускается осевой зазор в следующих пределах:
- для ДВС 1012 – от 0,1 до 0,3 мм;
- для ДВС 1013 – от 0,1 до 0,3 мм.
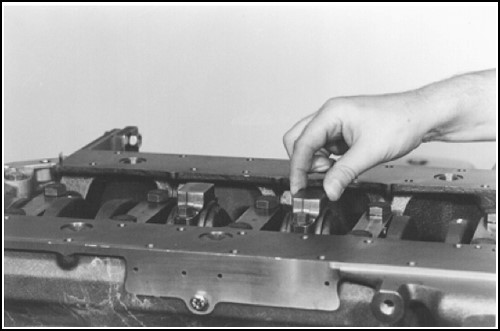
- Перед установкой упорных колец проверяется, чтобы их антифрикционный слой был обращен к щеке коленвала.
- Устанавливаются половинки, у которых нет направляющего выступа.
- Вторые половинки, у которых выступ есть, устанавливаются в крышке с нанесением смазки. Смазка используется в качестве клея. Направленность антифрикционного слоя должна быть такой же, как и примененная ранее.
- Крышка упорного коренного подшипника ставиться на место. Местонахождение крышки первого подшипника – на стороне маховика.
Внимание! У ДВС 1012 надо контролировать, чтобы бобышки смотрели на маховик.
- Дальнейшая установка крышек производится в соответствии с их номерами.
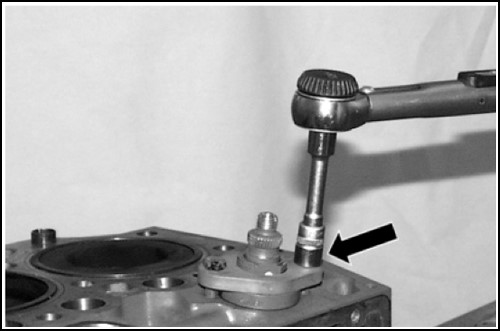
Закручивается крепеж в соответствии с требованиями:
Начальное усилие должно составлять:
- для ДВС 1012 – 30 Нм;
- для ДВС 1013 – 50 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз на 60°.
Крепеж можно использовать не больше 3 раз.
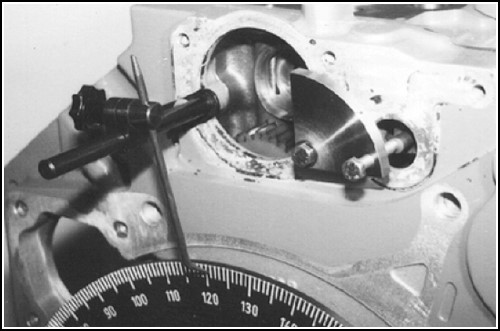
Балансирные валы ДВС 1012
- ДВС разворачивают на 180° и с помощью инструмента выкручиваются пробки.
- Ставиться на место балансирный вал таким образом, чтобы грузы смотрели в сторону уплотнителя масляного поддона.
- Регулировочный болт вкручивается в картер до конца. Нужно добиться совмещения расточек картера и вала.
- На место устанавливается упорная шайба. Необходимо ее отцентровать, ориентируясь на ось балансирного вала.
- Закручивается болт с усилием 29 Нм.
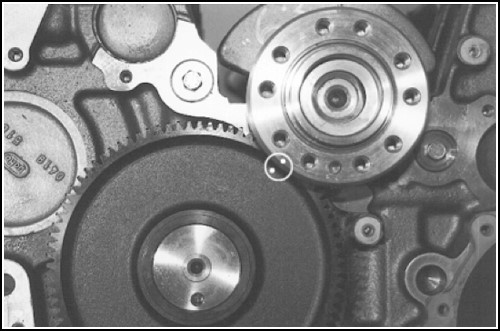
- Коленвал монтируется таким образом, чтобы первый цилиндр оказался на ВМТ. Для этого отметка на коленвале совмещается с проходящей через центры двух валов (коленчатого и распределительного) линии.
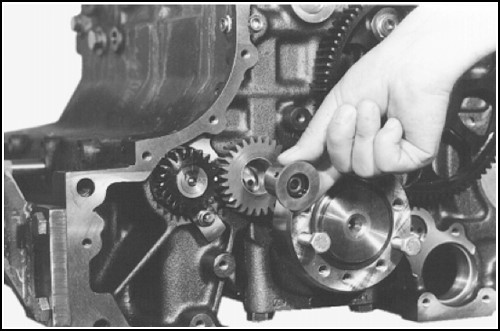
- На место ставится промежуточная шестерня. После установки на нее нажимают с легким усилием так, чтобы эта шестерня вошла в зацепление с шестерней коленвала.
- На противоположных зубьях шестерни делается отметка.
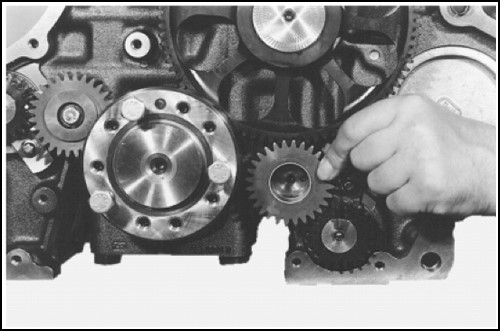
- По часовой поворачивается коленвал, величина поворота – 3 зуба.
- Затем делается поворот коленвала в противоположную сторону так, чтобы совпали расточки.
- Устанавливается коренная шейка и слегка поворачивается коленвал поочередно в противоположные стороны для того, чтобы удостовериться в достигнутой центровке коренных шеек.
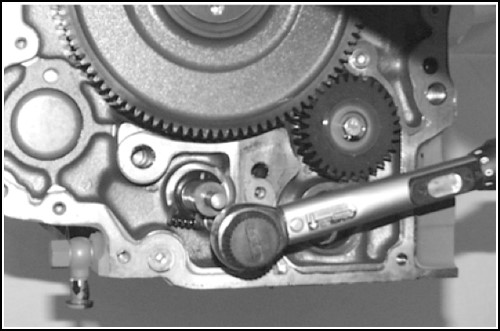
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Балансирный вал монтируется так, чтобы грузы были ориентированы уплотнителя масляного поддона.
- Болт регулировки вала вставляется в картер до конца. При этом требуется следить за совмещением расточек вала и картера.
- Упорная шайба устанавливается на место. Проводится отцентровка, ориентируясь на ось балансирного вала.
- После установки на место крепежного болта, он закручивается с усилием 29 Нм.
- При установке промежуточной шестерни необходимо следить за совмещением отверстий.
- Устанавливается коренная шейка.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Затем надо извлечь 2 болта для регулировки.
- Берут новые медные кольца для уплотнения и закрывают ими отверстия.
Ведущая шестерня, регулятор, рейка ТНВД
- Собирается ведущая шестерня и опорная шейка, затем они устанавливаются на место. Закручивают крепеж с усилием 21 Нм.
- Ставят на место рейку топливного насоса высокого давления, одновременно устанавливают направляющую втулку.
- На крепеж нанести средство для фиксации DW 71 и закрутить. Усилие должно составлять 10+2 Нм.
Крышка распределительных шестерен и фронтальная крышка
- В точках смазки, нанести на крышки распределительных шестерен средство для уплотнения DW 67.
- Крышка ставится на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания крепеж закручивается с усилием 21+2 Нм.
- На роторы во фронтальной крышке наносится немного масла. Уплотнитель фиксируется средством для фиксации DW 71.
- ДВС разворачивается на 180° так, чтобы уплотнитель масляного поддона смотрел вниз.
- Производится выравнивание ротора по отношению к коленвалу.
- Фронтальная крышка ставиться на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания закрутить крепеж с усилием 21+2 Нм.
Поршень и шатун
- В шатун вставляются вкладыши шатунного подшипника.
- Угол смещения замков поршневых колец должен составлять 90° — 120° между собой.
- Поршень вместе с шатуном устанавливается в БЦ так, чтобы значок, соответствующий маховику, смотрел на него.
- Необходимо надавить на шатун. Нажимать надо в сторону шатунной шейки. После этого ставиться крышка.
Крепеж закручивается в соответствии с требованиями:
Начальное усилие должно составлять — 30 Нм.
- в первый раз на 60°;
- во второй раз ДВС 1012 на 30°, а ДВС 1013 на 60°.
Монтаж топливного насоса высокого давления
- Сначала для рейки ставится стопор.
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Разворачивается стопор. Рукой установить рейку в точку остановки, используя стопор.
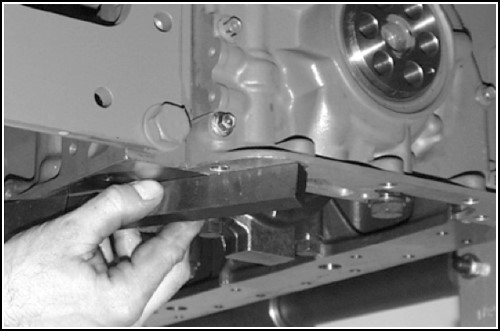
- Диск с нанесенной шкалой градусов ставится на фланец маховика, затем устанавливают стрелку.
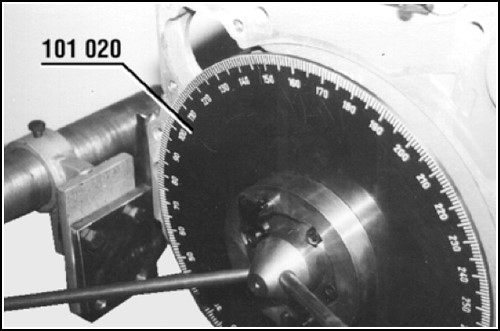
- Рейка для замера устанавливается на верхней мертвой точки. Поворачивать коленвал необходимо в сторону вращения ДВС и вращать до тех пор, пока стрелка индикатора не достигнет верхней мертвой точки. Индикатор выставляется на 0.
- Далее коленвал поворачивается в противоположную сторону на 90°. Снова изменить направление вращения коленвала. Остановить вал нужно в 8 мм от верхней мертвой точки. Диск со шкалой выставляется на 0.
- Коленвал разворачивается на 90° в том направлении, в котором вращается ДВС. Изменить направление вращения коленвала и остановить вал нужно в 8 мм от верхней мертвой точки. Записать значение в градусах. Верхняя мертвая точка – это половина полученного значения.
- Разворачивается коленвал до отметки на диске, которая соответствует половине полученного значения.
- Перестать вращать коленвал. Немного открутить болты, диск установить на 0.
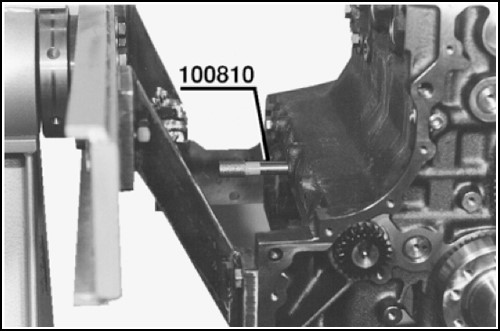
- На место ставятся роликовые толкатели.

Индикатор в приспособлении для проведения измерений выставляется на 0.
- ДВС 1012: индикатор 100 780, установочный размер – 115 мм;
- ДВС 1012: индикатор 100 860, размер – 126 мм;
- ДВС 1013: индикатор 100 840, размер – 150 мм.
Повторить эти шаги для каждого топливного насос высокого давления.

ТНВД
Внимание! Очередность этапов работ по сборке топливного насоса высокого давления должны быть повторены для каждого насоса.
- Рычаг поворотного кулака топливного насоса высокого давления выставляется в среднее положение.
- На плоскость с предосторожностями ставится роликовый толкатель нужного цилиндра. Наносится немного масла в гнездо и на кольца уплотнения. После этого аккуратно в рейку топливного насоса высокого давления заводится рычаг поворотного кулака.
- Фланец ставится на место так, чтобы он был ориентирован на корпус топливного насоса высокого давления. На крепеж наносится немного масла, после чего он закручивается с усилием 5 Нм.
- После этого крепеж отворачивают на 60°.
- С помощью торцевого ключа аккуратно против часовой поворачивают топливный насос высокого давления пока не станет заметен упор.
- Опять закручивают крепеж на 60°. Делается это постепенно: затянуть с усилием 7 Нм, повторить − с 10 Нм и завершить – с 30 Нм. Начинают закручивать крепеж с наружного болта.
- После откручивания и удаления стопора разворачивают приспособление.
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Далее производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Снимается стопор, стрелка и диск с нанесенной шкалой.
- Рейка должна оказывать одинаковое сопротивление, когда ее задвигают медленно. После того, как нажатие на рейку прекратилось, пружина должна вернуть ее в начальное положение.
- Измеряется ход рейки от крышки распределительных шестерен до той точки, где рейка остановилась. Это значение учитывают, если регулятор требуется поменять или отремонтировать.
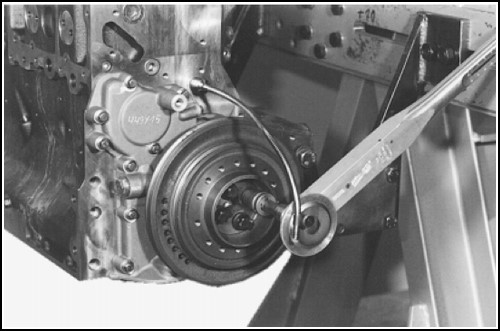
Маховик и шкив клиноременной передачи
-
Поставить маховик на место, используя самодельный инструмент (оправку). Вручную закрутить крепеж.
Придерживая деталь, закрутить крепеж согласно требованиям:
- 35-45 мм с усилием от 20 до 30 Нм;
- 50-85 мм — от 30 до 40 Нм.
Первый угол дополнительной протяжки для крепежа всех размеров − 60º.
- 30 мм – 30°;
- 35-85 мм) – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
- Шкив клиноременной передачи ставится на место. Придерживая шкив, закручивается крепеж согласно требованиям:
Начальная протяжка должна производится с усилием от 40 до 50 Нм.
- 60 мм – 60°;
- 80 мм – 60°.
- 60 мм – 30°;
- 80 мм – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
Opel Astra J
Вам потребуются: динамометрический ключ, молоток (желательно с бойком из мягкого металла или полиуретана), приспособление для установки поршней в цилиндры, те же ключи, что и для разборки двигателя, а также отвертка и монтажная лопатка.
1. Вставьте шатун в поршень, смажьте поршневой палец моторным маслом и запрессуйте его в шатун тем же приспособлением, на котором палец выпрессовали, или с помощью молотка и подходящей оправки, вставленной во внутреннее отверстие пальца. Поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца, что позволит ему занять правильное положение.
Палец вставляют в верхнюю головку шатуна с натягом, поэтому для облегчения сборки и сохранения его посадки рекомендуется нагреть шатуны, поместив их верхними головками на 15 мин в нагретую до 240 °С электропечь. Температуру нагрева шатуна можно проконтролировать с помощью термохромного карандаша. Для правильного соединения пальца с шатуном запрессуйте палец как можно быстрее, так как после его остывания положение пальца изменить уже нельзя.
2. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.

3. Порядок установки колец: первым устанавливают маслосъемное кольцо В (замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо Б, последним — верхнее компрессионное кольцо А (хромированное по кромке).
Чтобы не деформировать и не сломать кольца при установке, не разжимайте их больше, чем это необходимо.

Маркировка «TOP» на компрессионных кольцах должна быть направлена вверх.
4. Сориентируйте кольца, как показано на рис. 1. Установите кольца на остальные поршни.

Рис. 1. Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 – расширителя маслосъемного кольца и верхнего компрессионного кольца; 2 – верхнего кольца составного маслосъемного кольца; 3 – нижнего компрессионного кольца; 4 – нижнего кольца составного маслосъемного кольца
Замки верхнего и нижнего колец составного маслосъемного кольца должны быть расположены на расстоянии 25–50 мм соответственно влево и вправо от замка расширителя.
5. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников.

В постель третьего коренного подшипника уложите вкладыш увеличенной толщины с опорными буртиками.
Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели.
6. Смажьте вкладыши моторным маслом.
7. Установите коленчатый вал в блок цилиндров.

8. Уложите в крышки коренных подшипников нижние вкладыши, совместив усики вкладышей с выемками на крышках.
Верхние и нижние вкладыши коренных подшипников могут различаться по расположению отверстия для подвода масла. Вкладыши устанавливайте так, чтобы эти отверстия совпали с отверстиями каналов для подвода масла в постелях опор коренных подшипников. После установки вкладышей в гнезда их концы немного выступают наружу, поэтому для правильного ориентирования вкладышей при окончательной затяжке болтов крепления крышек подшипников проследите за тем, чтобы выступание обоих концов было одинаковым.
9. Смажьте моторным маслом коренные шейки коленчатого вала.
10. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленчатого вала.
11. Установите крышки коренных подшипников согласно порядковым номерам.
Для установки крышек подшипников коленчатого вала пользуйтесь молотком с мягким бойком, изготовленным из латуни, свинца или полиуретана. Устанавливать крышки затяжкой крепежных деталей запрещено, так как в этом случае будут повреждены посадочные поверхности крышек и блока цилиндров.
12. Установите болты крышек, затяните их моментом 50 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°.
Болты крепления крышек коренных подшипников обязательно замените новыми.
13. Проверьте правильность сборки, провернув коленчатый вал рукой на несколько оборотов. Вал должен вращаться свободно и плавно.

14. Проверьте осевой зазор коленчатого вала, он должен быть 0,100–0,202 мм. Увеличенный зазор указывает на износ опорных фланцев коленчатого вала или торцовых поверхностей вкладышей среднего коренного подшипника. В этом случае замените вкладыши новыми номинальной ширины или увеличенными до одного из ремонтных размеров (табл. 1).
Табл. 1. Ширина вкладышей средней опоры коленчатого вала двигателя А16 XER
| Размер | Ширина, мм |
| Номинальный | 26,000–26,052 |
| 1-й ремонтный | 26,200–26,252 |
| 2-й ремонтный | 26,400–26,452 |
15. Установите вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне.

16. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши.

17. Установите на поршень приспособление для сжатия колец и, заворачивая винт, сожмите кольца.

18. Проверните коленчатый вал так, чтобы его шатунная шейка, на которую монтируют шатунно-поршневую группу, установилась в ВМТ. Установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне…

19. …нажмите (например, ручкой молотка) на поршень и сдвиньте его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры.

При установке поршней в цилиндры метка (стрелка) на поршне и надписи на шатуне должны быть обращены к передней части двигателя.
Устанавливайте поршень в цилиндр осторожно, чтобы нижней головкой шатуна не повредить шатунную шейку коленчатого вала.
20. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.

21. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
22. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала и совместив метки (если их делали) на шатуне и крышке.
23. Вверните шатунные болты, не затягивая их окончательно.
24. Затяните болты крепления крышек шатунов моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°.
25. Проверьте легкость перемещения шатуна вдоль шатунной шейки. При заедании выверните шатунные болты и повторно затяните их номинальным моментом.

26. Проверьте боковой зазор шатуна, он должен быть 0,070–0,242 мм. Увеличенный зазор указывает на чрезмерный износ щек кривошипов коленчатого вала. В этом случае замените коленчатый вал.
27. Аналогично закрепите крышки остальных шатунов.
28. Установите задний сальник коленчатого вала (см. Замена сальников коленчатого вала).
32. Далее собирайте двигатель в порядке, обратном разборке. Установка головки блока цилиндров описана в подразделе Замена прокладки головки блока цилиндров, водяного насоса — в подразделе Замена водяного насоса, ремня привода газораспределительного механизма — в подразделе Замена ремня привода газораспределительного механизма.
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций сделать это невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу в следующем порядке.
1. Залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу.
| Частота вращения коленчатого вала, мин -1 | Время работы, мин |
| 820-900 | 2 |
| 1000 | 3 |
| 1500 | 4 |
| 2000 | 5 |
Не доводите работу двигателя до максимальных режимов.
3. Во время работы проверьте герметичность двигателя и его систем, давление масла, обратите внимание на наличие посторонних шумов.
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причину.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.



