
Материал для прокладок двигателя
Резина для прокладок различного сантехнического назначения

Резина для прокладок
Тогда результат получится вполне приемлемый. Соединение будет герметичным в течение всего возможного для этого материала времени.
Какой должна быть резина для прокладок
Нужно понимать, что этот материал имеет большое разнообразие. Не каждый вид резины подойдет для того или иного соединения трубопроводов.
Особенности материала
Основными характеристиками резины являются несколько показателей. Во-первых, высокая усталостная прочность. Это означает ее способность выполнять свои уплотнительные функции в течение длительного времени.
Во-вторых, резина практически не пропускает через себя воду и газ. В-третьих, этот материал является стойким к истиранию. Наконец, он обладает высокими диэлектрическими свойствами.

Из резины можно изготовить самые разнообразные прокладки
Когда выбирается резина для прокладок, очень важна ее внутренняя структура. По этому параметру такой материал может быть монолитным или губчатым (пористым). Причем поры бывают сообщающиеся между собой и отдельные.
По степени твердости (вулканизации) промышленность выпускает три вида резины – твердую, полутвердую и мягкую. Здесь все зависит от содержания серы, как основного вулканизирующего вещества.
Если ее количество в резине составляет более 50%, то перед вами твердая модификация. Это эбонит, который при обычной температуре является жестким материалом. При содержании серы в пределах от 30% — до 50% имеем полутвердую резину. Мягкой модификации соответствует количество серы от 0,5 до 3,5%.

Эбонит — резина в твердом состоянии. Из него изготавливают ручки, крышки и аналогичные изделия.
Популярно это можно представить так. Мягкая резина – это резинка для стирания карандашной записи. Твердая соответствует подошве резинового сапога.
Резина для прокладок — как правильно выбрать материал
Не следует применять для уплотнительных прокладок резину с губчатой (пористой) структурой. Они не обеспечат требуемой герметичности соединения. Для такой резины есть свое предназначение, например, подошвы обуви. Не приемлемой является также твердая структура.

Пористая структура имеет свое предназначение. Как резина для прокладок она неприемлема.
Лучшим вариантом оказывается полутвердая резина. Именно она дает лучший результат там, где устанавливаются резиновые уплотнения. Такой материал хорошо работает при минимальной температуре от минус 40 о C до максимальной +90 о C.
Следует помнить, что резина для прокладок, используемых при более высоких температурах, не приемлема. Очень велик риск, что собранное на такой прокладке соединение достаточно скоро разрушится. Это приведет к серьезным последствиям.
Наибольшее давление, которое могут выдержать качественные резиновые прокладки составляет 10 бар. Мягкая резина также может использоваться, но здесь от ее прочности будет зависеть срок работы соединения.

Листовая техническая резина
Техническую резину выпускают в рулонах или листах. Наиболее используемой для изготовления прокладок под сантехнические работы является толщина от 0,5 до 10 миллиметров.
При отсутствии промышленного материала можно использовать изношенные резиновые изделия. Понятно, на изготовление прокладки подойдет только та их часть, где резина находится в приемлемом состоянии.
Вывод
По таким свойствам получается, что резина для прокладок в сантехнике применима ограничено. Она успешно показывает себя только для труб холодной воды или подогретой до невысокой температуры.
Автор: Сергей Морозов
Внимание! Эта статья защищается законом об авторском праве в цифровую эпоху (DMCA). Запрещается любое копирование без моего разрешения.
Производство прокладок
Резиновые изделия, такие как прокладки, изоляторы, сальники и подложки, с годами изнашиваются, и, как правило, найти запасные элементы достаточно трудно. Мы производим уплотнительные прокладки для промышленных и торговых предприятий, так и физических лиц по ГОСТ, по индивидуальным чертежам или эскизам. У нас имеется богатый опыт производства. Собственное производство по технологии лазерной резки и фрезерования. При изготовлении используем только качественные материалы проверенных производителей, все материалы имеют полный перечень разрешительной документации.
Мы изготавливаем прокладки из различных уплотнительных материалов:
Изготовление резиновых прокладок
изготавливаются по ГОСТ 15180-86, а также другим нестандартным размерам:
- относительное удлинение иногда может достигать 100%
- эластичные свойства сохраняются в широком диапазоне температур
- малая сжимаемость
- релаксационный характер деформаций
 |
 |
Изготовление паронитовых прокладок
изготавливаются с учетом ГОСТов, так и требований заказчика, а также другим нестандартным размерам:
- хорошо справляются с неблагоприятными условиями работы
- имеют высокие эксплуатационные характеристики
- работают в большинстве агрессивных сред
Изготовление силиконовых прокладок
изготавливаются любой формы и сложности из высококачественных импортных материалов:
- высокая тепло и морозостойкость
- высокая гибкость и эластичность
- высокая механическая прочность
- высокая атмосферостойкость
- экологическая безопасность
- устойчивость ко многим агрессивным средам (растворам солей, спиртам и др.)
Виды резины используемой при производстве уплотнительных прокладок
- ТМКЩ — ТеплоМорозоКислотоЩелочестойкая;
- МБС — МаслоБензоСтойкая;
- силиконовая резина для высоких температур (жесткость более 55 по ШОР);
- пищевая резина;
- пористая резина;
- вакуумная резина;
Наше специализированное оборудование дает возможность обрабатывать резину до 20 мм толщиной и гарантировать качество и высокую точность работы. Бесконтактная резка лазером дает возможность сохранить точнейшие контуры изделия и не нарушить его форму. Самые сложные резиновые детали обрабатываются с высокой скоростью. Минимальная ширина лазерного реза позволяет работать точно по чертежу, при этом практически не остаются отходы, что очень выгодно в производстве. Наши специалисты могут идеально точно выполнить проект с компьютерного макета.
Как заказать изготовление прокладки?
Мы предоставляем нашим клиентам разовые и регулярные поставки. На нашем сайте вы можете познакомиться с ассортиментом.
Функция интернет-магазина позволяет сразу подобрать нужные комплекты и увидеть стоимость заказа. Для консультации со специалистами можно воспользоваться одним из следующих вариантов:
У менеджеров вы сможете узнать любую информацию по типовым изделиям – сроки поставки, документация и др. Чтобы просчитать стоимость и сроки изготовления индивидуальных РТИ от вас потребуется соответствующий чертеж и характеристики. Мы всегда готовы обсудить условия комплексного обслуживания и предоставим лучшие условия на рынке Санкт-Петербурга.
Доверив свой заказ нам, вы можете сэкономить свое время и немалые средства, а также быть спокойными за результат.
Закажите обратный звонок и узнайте всю необходимую информацию прямо сейчас!
Комплексное обслуживание предприятий
Мы предлагаем комплексную услугу по снабжению вашей компании полным спектром комплектующих в следующем порядке:
- составим список требуемых резинотехнических изделий и полимерной продукции;
- согласуем с вами количество и график поставок;
- подготовим спецификации к товарам и коммерческое предложение.
- сотрудничество с нами позволяет поддерживать стабильную и беспроблемную работу вашей компании.

Отгружаем продукцию по всей территории России. Работаем с ведущими курьерскими и транспортными компаниями.

Удобные и простое способы оплаты заказов. Работаем с физическими и юридическими лицами.
Статьи
О производстве прокладок для двигателей внутреннего сгорания на ЯЗТО
ООО «Ярославский завод технологической оснастки» является ведущим производителем широкого спектра прокладок для двигателей внутреннего сгорания (прокладок головки блока цилиндра (ГБЦ), прокладок газопроводов, фланцев, впускных и выпускных коллекторов). Клиенты высоко оценивают качество прокладок для ДВС, обеспечивающих экономию топлива и масла, увеличение ресурса двигателя. Эти показатели достигаются при использовании прокладок нашего производства.
Все прокладки для ДВС изготавливаются из безасбестового материала. Специалистами ООО «ЯЗТО» проведена колоссальная работа по выбору поставщика безасбестовго материала, необходимого для производства прокладок. При выборе лучшего варианта особое внимание уделялось на физико-механические свойства, качество и экологические характеристики сырья. На ЯЗТО были изготовлены качественно новые прокладки, проведены соответствующие испытания с привлечением аккредитованных лабораторий. В результате в качестве сырья был выбран безасбестовый материал фирмы «Interfase Solutions, Inc» (США). Поставщик данного материала имеет международные сертификаты качества: ISO 9001:2000, ISO 14001, OHSAS 18001.
Прокладочный материал, необходимый для изготовления различных прокладок, производится на поточной линии. Способ перфорирования высоконагартованной стальной ленты для каркаса полотна (толщина 0,25 мм по ГОСТ 503-81) является НОУ-ХАУ «ЯЗТО» и обеспечивает гарантированное сцепление с безасбестовым материалом в соответствии с требованиями ТУ 2577-011-83897832-2008. Прокладочный материал и прокладки, изготовленные ЯЗТО, предназначены для уплотнения стыков головки блока с блоком цилиндров, а также блока цилиндров с впускными и выпускными коллекторами. Они обладают повышенными механическими свойствами, высокой плотностью, низким набуханием, низким поглощением при погружении в рабочие жидкости. Предел временного сопротивления разрыву превышает почти в 2 раза относительно показателям аналогичной продукции российских и зарубежных производителей. Прокладки работоспособны при эксплуатации с температурой окружающего воздуха минус 50° С и во всем интервале положительных температур, обеспечивающих нормальный тепловой режим работы двигателя. Сжимаемость прокладочного материала при давлении 35 МПа составляет 18-19%, при 50 МПа – 12-25%; восстанавливаемость после снятия давления 35 МПа — 45%, после 50 МПа – 40%.
Прокладочные материалы имеют антипригарное графитовое покрытие, что гарантирует отсутствие пригорания в течение 70 часов при температуре 150° С.
На предприятии ООО «ЯЗТО» внедрена система менеджмента качества, которая соответствует требованиям ИСО. Система сертифицирована, сертификат соответствия № РОСС RU.0001.13.ИК71 от 14.01.2011 г.
Прокладочная продукция ООО «ЯЗТО» сертифицирована Испытательным центром тракторов, тракторно-тяговых машин, их составных частей и нефтепродуктов (ИЦ ТМН ФИИЦ СХМ) г. Чехов, Московская область, получен сертификат соответствия № РОСС RU.МС04.Н00036 от 24.01.2008 г., и распространяется на прокладки для ДВС: 236-1003210-В4, 236-1003210-В5, 238-1003210-В6, 238-1003210-В7, 240-1003210-А3, 240-1003210-А3-2, Д65-02-С12, 14Н-06С8, 31.06.с11, 50-1003020-А2, 04-06.С8.
Выпускаемая продукция имеет гигиенический сертификат № 76.01.07.257.П.002055.08.07 от 20.08.2007 г. и является экологически безопасным продуктом.
Кроме того, на нашем предприятии работают высококвалифицированные специалисты по инструментальному производству, способные разработать и изготовить средства технического оснащения любой сложности, с использованием современного высокоточного оборудования.
Современная техническая база и постоянные научные исследования нашего производства, позволяют выпускать лучшие в России прокладки по соотношению качество/цена. Контроль качества продукции, взвешенная ценовая политика, широкий ассортимент, надёжность и финансовая состоятельность – вот показатели, которые мы считаем наиболее важными в свой работе. Поддерживая их на должном уровне, мы добиваемся признания своего труда нашими клиентами и партнерами по бизнесу. Удобное географическое положение, позволяет нам сотрудничать со всеми регионами России и странами СНГ.
10 лучших производителей прокладок ГБЦ
*Обзор лучших по мнению редакции expertology.ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
Фундаментальными деталями двигателя внутреннего сгорания являются блок и головка цилиндров. В качестве уплотнительного материала между ними используется прокладка ГБЦ. Ее задача не только устранять зазоры между камерами сгорания и атмосферой, но и сохранять герметичность систем охлаждения, смазки и удаления выхлопных газов. Поэтому прокладка ГБЦ становится важнейшим элементом, от которого зависит бесперебойная и долговечная работа мотора. Покупать эту деталь необходимо при каждом вскрытии двигателя, если оно сопровождается снятием головки блока цилиндров. С выбором прокладки ГБЦ помогут разобраться наши эксперты.
Критерии выбора прокладок ГБЦ
Основные требования к прокладкам ГБЦ. Для фиксации головки к блоку используются болты или шпильки. Но как бы точно не были притерты прилегающие поверхности этих двух частей мотора, без прокладки не обойтись. Ключевыми параметрами уплотнительного элемента являются:
- обеспечения 100%-ной герметичности соединения;
- стойкость к перепадам температур и давления;
- коррозионная устойчивость;
- долговечность.
Виды прокладок ГБЦ. Сегодня на рынке предлагается несколько видов прокладок ГБЦ.
- Металлические изделия требуют идеального прилегания головки и блока. Обычно они ставятся на двигатели, которые не подвергались шлифовке прилегающих поверхностей. Кроме того, применение металлических прокладок подразумевает точную схему зажатия крепежных болтов. К преимуществам такого уплотнителя следует отнести высокую прочность, долговечность, равномерное распределение нагрузки.
- Паронитовые или асбестовые разновидности характеризуются упругостью и огнестойкостью. Для повышения стойкости в отверстиях под цилиндры по окружности делается металлическая окантовка. Из недостатков следует упомянуть ограниченный срок службы и чувствительность к вибрации и температурным перепадам.
- Прокладки ГБЦ из композитных материалов являются самыми современными разработками. У них полностью отсутствует усадка после затягивания болтов. Уплотнитель отличается высокой эластичностью, что позволяет добиться 100%-ной герметичности соединения. Композитные материалы не боятся высокого давления и перепадов температуры. Некоторые модификации дополнительно усиливают с помощью металлических окантовок.
Толщина прокладки ГБЦ. Открыв каталог любого производителя, можно обнаружить, что для одного и того же двигателя предлагается несколько прокладок с разной толщиной. Окончательный выбор зависит от того, какая толщина металла снималась во время шлифовки головки и/или блока цилиндров. Поэтому перед заказом запчасти необходимо проконсультироваться со шлифовщиком или мастером по ремонту моторов.
Мы отобрали в обзор 10 лучших производителей прокладок ГБЦ. Все они реализуются в торговой сети нашей страны. При распределении мест редакция журнала учитывала мнение экспертного сообщества и отзывы автомобилистов.
10 лучших производителей прокладок ГБЦ
| Номинация | место | производитель | рейтинг |
| 10 лучших производителей прокладок ГБЦ | 1 | Ajusa | 5.0 |
| 2 | ELRING | 4.9 | |
| 3 | Victor Reinz | 4.8 | |
| 4 | GLASER | 4.7 | |
| 5 | MASUMA | 4.6 | |
| 6 | GOETZE | 4.5 | |
| 7 | NIPPARTS | 4.4 | |
| 8 | CORTECO | 4.3 | |
| 9 | SWAG | 4.2 | |
| 10 | K/PARTS | 4.1 |
Ajusa
Испанская компания Ajusa была создана в 1972 г, начав свою деятельность в области автозапчастей в помещении площадью 250 кв. м. Сегодня только в Испании производственные мощности концерна превышают 350 тыс. кв. м. Представительства бренда имеются на всех континентах планеты. В каталоге фирмы кроме прокладок для двигателя есть сальники, гидрокомпенсаторы, болты и многое другое. Вся продукция соответствует требованиям международного стандарта ISO 9001. Прокладки ГБЦ можно купить как для иномарок, так и для двигателей ВАЗ. За высокое качество и новейшие технологии бренд становится победителем в нашем обзоре.
Эксперты сходятся с автомобилистами в том, что единственным минусом Ajusa является наличие на рынке подделок. Хотя для отличия оригинала от контрафакта есть несколько методик.
5.5. Уплотнительные прокладки
К уплотнительным прокладкам манометрических приборов предъявляются специфические требования, исходя из температуры и давления измеряемой среды, ее агрессивности. Материал прокладок должен быть упругим, эластичным, легко деформироваться с целью обеспечения минимальных усилий при воздействии на резьбовые соединения деталей. Вместе с тем его прочность должна быть достаточной, чтобы при уплотнении соединения не происходило раздавливание прокладки или выжимание ее в сторону от уплотняемых поверхностей действием давления измеряемой среды.
Уплотнительные прокладки можно подразделить по материалу, форме профиля, месту установки.
На рис.5.50 показаны различные варианты установки прокладок в гнезде присоединительного штуцера манометра при уплотнении: по плоскости, по соску и по внешнему диаметру посадочного гнезда.
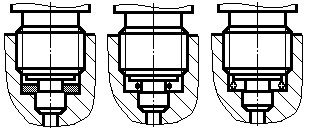
Рис.5.50. Схемы установок прокладок под манометрические приборы при уплотнении: а – по плоскости; б – по соску; в – по внешнему диаметру посадочного гнезда.
Наиболее распространены в нашей стране прокладки и непосредственно сами уплотнения по посадочной плоскости присоединительного штуцера манометра и его посадочного гнезда. Они наиболее просты в технологии изготовления и не требуют высокой квалификации в монтаже. Однако относительно большие площади уплотняемых поверхностей требуют существенных усилий, прилагаемых к резьбовому соединению. Снижение нагрузки на резьбу может обеспечиваться более мягким материалом прокладки и уменьшением площади уплотняемых поверхностей, что достигается изготовлением ребристой, как правило, кольцевой поверхности торца присоединительного штуцера и плоскости посадочного гнезда. Обычно в зависимости от диаметра производят одну или две торцевых проточки, что существенно повышает эффективность соединения. форме профиля уплотнительные прокладки можно подразделить на плоские, плоские с гранями, круглые, ромбовидные, в виде шестигранника, звездочатые (рис.5.51).
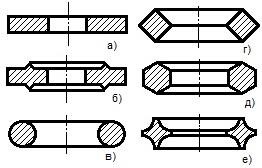
Рис.5.51. Виды форм профиля уплотнительных прокладок: а — плоские; б — плоские с гранями; в – круглые; г — ромбовидные; д — в виде шестигранника; е – звездочатые.
Форму профиля прокладки выбирают в зависимости от величины рабочего давления, агрессивности среды и, соответственно, материала. Так, например, плоские прокладки (рис.5.51а) из неметаллических материалов применяют для не очень больших давлений.
Материал для прокладки определяется свойствами измеряемой среды, включая агрессивность и температуру, рабочим давлением. В табл. 5.4 представлены, как пример/5-8/, материалы для выбора прокладок в зависимости от измеряемой среды, рабочего давления и температуры.
Рекомендуемые материалы для изготовления прокладок/5-8/
Давление, МПа, не более
тура, оС , не более
Обозначение, наименование марки материала, тол-
Вода, нейтральные растворы
Паронит общего назначе- ния типа ПОН толщиной 0,4… 5,0
Медь М3, отожженная, 0,4…10 мм
Латунь Л62, 0,5…2,0 мм
Газы и пары инерт-
Алюминий АД1-М, 0,3…1,0 мм
Паронит электризерный типа ПЭ, 1,0… 7,5
Кислоты, щелочи и другие агрессив- ные жидкости
Свинец С-2, 1…15 мм
Паронит типа ПЭ
Необходимо помнить, что при работе с агрессивными средами, а также со средами, которые имеют повышенную активность по отношению к медьсодержащим материалам (например, с ацетиленом), не допускается применение прокладок из меди и медных сплавов, содержащих более 70 % этого металла. Недопустим также контакт медных сплавов с аммиаксодержащими средами (см. гл. 2).
Неметаллические материалы для изготовления прокладок могут быть различными.
Паронит изготавливается из асбеста и каучука путем вулканизации и вальцевания большим давлением. Он содержит 60…70% асбестового волокна, 12…15% каучука, 15…18% минеральных наполнителей и 1,5…2% серы. Паронитовые прокладки используются для герметизации соединений импульсных линий, арматуры и подключения манометрических приборов, работающих в среде насыщенного и перегретого пара, высокотемпературных газов, воздуха, растворов щелочей и слабых растворов кислот, аммиака, масел и нефтепродуктов при температурах до 450оС. Паронит листовой выпускается следующих марок: ПОН, ПМБ, ПА, ПЭ, ПС и ПСГ. Упругость паронита невелика. Однако относительно высокая плотность позволяет применять паронитовые прокладки для больших давлений.
Паронит в своем составе имеет асбест, что не приветствуется современным здравоохранением. Посему в мире разработана большая номенклатура не содержащих асбест различных материалов для изготовления прокладок, включая графитсодержащие, работающие при более высоких температурах.
Фибра листовая представляет собой бумагу или целлюлозу, обработанную хлористым цинком и затем подвергшуюся каландрированию. Применяется для таких сред, как керосин, бензин, смазочные масла, кислород, углекислоты и др. для температур до 100° С. Уплотнительные прокладки из фибры, по отзывам производственников, отличаются высокой износостойкостью, долговечностью, обеспечивают герметичность соединения даже при небольшом усилии сжатия.
Фторопласт-4 является полимером тетрафторэтилена. Как свидетельствуют многие публикации по химической стойкости фторопласт-4 превосходит все химически стойкие полимеры, включая золото и платину. Устойчив против химического действия всех минеральных и органических кислот, щелочей, органических растворителей, окислителей и других агрессивных сред. Разрушается лишь под действием расплавленных щелочных металлов и элементарного фтора. По внешнему виду фторопласт-4 напоминает парафин, имеет белую и скользкую поверхность. Не смачивается водой и не набухает. Температура эксплуатации составляет от -195 до +250оС. Однако фторопласт-4 обладает повышенной ползучестью, увеличивающейся с ростом удельной нагрузки и температуры. Существенным недостатком фторопласта является не восстановление начальной формы после механического и высокотемпературного воздействия.
Для небольших давлений в качестве материалов может также использоваться кожа, фибра.
При применении металлических прокладок металл прокладок не должен пластически деформировать уплотняющие поверхности. Поэтому металл прокладки должен иметь твердость и предел текучести ниже, чем металл присоединительного штуцера манометрического прибора или подсоединяемой арматуры. Так, например, медь для прокладок применяют отожженную.
Основные металлы, наиболее часто применяемые для изготовления прокладок, приведены в таблице 5.1/5-9/.



